 Hilatura de el algodón.
Hilatura de el algodón.Sabemos que desde antes de la revolución industrial el algodón es la fibra de mayor
consumo en el mundo y por lo tanto los procesos textiles usados para la manufactura del
mismo son conocidos universalmente. Además cada día se usa más la mezcla de algodón
con poliéster, que es la fibra que cada día cobra más importancia y en un futuro cercano
será la fibra de mayor consumo mundial, de hecho ya lo es para muchas aplicaciones y
usos.
Considerando que la mitad del poliéster producido en el mundo se usa como fibra corta,
podríamos deducir fácilmente que el proceso de hilatura de fibra corta representa más del
80% de la producción mundial de hilos hilados. De aquí la importancia de conocer este
proceso y sus diferentes variables.
Cultivo
El algodón crece en casi todas las partes del mundo donde haya climas cálidos.
Los mayores productores de algodón en el mundo son:
Estados Unidos
China
India
Uzbequistan (URSS)
Pakistan
En Colombia hay dos zonas de cultivo:
La zona norte o cosecha de la costa atlántica, incluye a Villavicencio. Se cosecha en el
periodo diciembre - enero.
La zona del interior o cosecha del Magdalena medio. Se cosecha en el periodo julio –
agosto.
Para dar una idea de la magnitud de la cosecha colombiana, mientras EEUU produce unos
cuatro millones de toneladas anuales en nuestro país producimos alrededor de 70000
toneladas.
 Recolección
Recolección
Puede ser:
Mecánica: La recolección mecánica se caracteriza por un alto rendimiento y gran
cantidad de impurezas en el material, las cuales tendrán que ser removidas por medio de
una severa limpieza posterior.
Manual: Requiere mucha mano de obra y presenta bajo rendimiento, pero se recolecta
un algodón mucho más limpio y mejor seleccionado. Se utiliza cuando se trata de
pequeños cultivos en países poco industrializados como en el caso de Colombia.
Recoleccion Manual Recoleccion Mecanica
Recoleccion Mecanica Desmotado
Desmotado
Este proceso se hace en instalaciones que están cercanas a las zonas de cultivo.
Generalmente son empresas particulares que prestan el servicio a los cultivadores.
En el desmotado se llevan a cabo las siguientes funciones:
Secado inicial del algodón
Limpieza severa del material
Separación de la fibra y la semilla (desmotado en sí)
Formación de una paca de unos 250 kg.
Toma de la muestra para la asignación del grado.
Una vez formadas las pacas se dejan expuestas a la intemperie por un período de 24 horas
(cuarentena), con el fin de prevenir incendios debidos a las fuertes presiones internas que se
acumulan durante el embalaje y a la alta inflamabilidad de esta fibra.  Asignación del grado
Asignación del grado
Esta operación esta a cargo de técnicos especialistas designados por una entidad de carácter
neutral frente a los intereses de compradores y vendedores. Tiene como fin establecer el
precio del algodón de acuerdo a su calidad y se hace por comparación con unas muestras
patrones elaboradas por el ministerio de agricultura de los EEUU.
Para asignar el grado se tienen en cuenta los siguientes criterios:
Color del algodón
Cantidad de impurezas presentes y
Grado de preparación, o sea calidad del desmotado.
Los grados principales son:
• Stret Good Middling
• Good middling
• Stret Middling
• Middling
• Stret Low Middling
• Low Middling
• Stret Good ordinary
• Good ordinary
• Ordinary o below grade.
Se acostumbra especificar la longitud aproximada de la fibra en la paca, aunque este
criterio no hace parte del grado asignado.
Nota
Este sistema de asignación de grado ya es obsoleto. Ahora se utiliza el sistema de
clasificación del algodón HVI, el cual tiene en cuenta todas las características de las
fibras. Fue desarrollado y aplicado por los estados Unidos a partir de 1991 y cada
vez más se ha ido imponiendo en el mundo entero.
En Colombia, aunque algunas empresas tienen equipos HVI, aún no se ha adoptado
completamente este sistema de clasificación.
Embalaje. Recibe el algodón entregado por la desmotadora y da forma a una paca o bala; éstas deben ser acondicionadas en el salón de apertura, por lo menos 24 horas a la humedad relativa del salón, antes de dar inicio al proceso.  Clasificación de el algodón. El algodón es llevado a las bodegas de la empresa donde se almacena y se extraen muestrasde cada una de las pacas con el fin de hacerles los análisis respectivos después de una ambientación previa de unas 24 horas en el laboratorio de fibras, el cual tiene un ambiente
Clasificación de el algodón. El algodón es llevado a las bodegas de la empresa donde se almacena y se extraen muestrasde cada una de las pacas con el fin de hacerles los análisis respectivos después de una ambientación previa de unas 24 horas en el laboratorio de fibras, el cual tiene un ambiente
controlado a 21°C y 65 % de humedad relativa.
Los análisis más comunes que se le hacen a las fibras de algodón son los siguientes:
a) Longitud:
Se hace en el Fibrógrafo y se determinan los siguientes valores:
Longitud efectiva: Es un valor que indica la longitud mínima que tienen el 2.5 % de las
fibras de la muestra.
Longitud al 50 %: Indica la longitud mínima que tienen el 50 % de las fibras de las
muestras.
Relación de uniformidad: Es la relación entre la longitud al 50 % y la longitud efectiva,
expresada como porcentaje. Este valor oscila entre 45 y 48 %.
La longitud efectiva es la base para realizar algunos de los ajustes en las máquinas de
hilandería.
b) Finura
La finura de las fibras se puede medir en micras, dtex, mtex o denier pero en el caso del
algodón la finura se mide en unidades IMF (Indice Micronaire de finura). Este es un
método que mide la caída de presión de una corriente de aire que se hace pasar a través de
un filtro formado por una masa predeterminada de algodón. A mayor finura de la fibra
habrá mayor oposición al paso del aire (actúa como un filtro fino) y por tanto mayor será la
caída de presión y en caso de tener un algodón más grueso el efecto será contrario.
La finura se halla entonces indirectamente en un equipo llamado Micronaire. El valor
Micronaire oscila entre 3 y 5. Valores bajos indican mayor finura.
c) Resistencia
Se hace en varios equipos que miden la resistencia a la tracción de un manojo de fibras. Los
más usados son:
Pressley: Expresa la resistencia del algodón en miles de libras por pulgada cuadrada.
Stelometer: Expresa la tenacidad del algodón en gf / tex y también proporciona el
porcentaje de elongación.
d) Madurez:
En el algodón se encuentra cierta cantidad de fibras inmaduras y muertas de acuerdo al
grado de desarrollo alcanzado por el mismo. Es importante detectar las pacas que tienen
problemas de madurez con el fin de separarlas y dosificarlas durante el mezclado y así
evitar problemas durante la tintura, ya que fibras muertas e inmaduras no absorben los
colorantes con la misma intensidad que las fibras maduras.
El porcentaje de madurez del algodón se halla mediante el método Causticaire y se hace en
el equipo Micronaire. En éste equipo se halla inicialmente el IMF o finura del algodón,
luego la misma muestra se trata con soda caústica provocando el hinchamiento de las fibras
maduras. Luego se lavan, se neutralizan, se secan, se acondicionan y finalmente se halla de
nuevo la finura en el Micronaire, obteniendo un valor que ahora se llama Indice Causticaire
de finura. La correlación por medio de una tabla preestablecida entre estos dos valores nos
proporciona indirectamente el porcentaje de madurez de la muestra de algodón.
e) Contenido de azúcar o melaza:
La presencia de azúcar en el algodón se debe al excremento de ciertos insectos como el
pulgón que proliferan en zonas de cultivo donde no hay buen control de plagas. El algodón
con alto contenido de azúcar se torna pegajoso y causa serios trastornos durante el proceso
de hilatura.
Las pacas detectadas con problemas de azúcar se separan y se dosifican al máximo durante
el mezclado con el fin de minimizar los malos efectos.
Para medir la cantidad de azúcar o melaza se utiliza el método Clinitest.
f) Cantidad de impurezas:
Esta prueba se hace en el analizador Shirley, el cual separa las fibras de las impurezas y por
relaciones de peso se determina el porcentaje de impurezas presentes en el material. Este
porcentaje varía entre 2 y 17 de acuerdo al grado de la paca analizada.
Este análisis permite conocer el rendimiento de la materia prima y constituye la base para
determinar el flujo de proceso durante la apertura y para realizar los ajustes de las
diferentes máquinas abridoras.
g) Grado de brillo:
Es importante conocer las diferencias de brillo entre las pacas, ya que diferencias muy
marcadas pueden causar problemas de barrado en los tejidos elaborados posteriormente.
h) Regain:
Este análisis se hace al momento de la recepción de las pacas con el fin de corregir los
pesos y / o precios de acuerdo al regain comercial establecido para el algodón, el cual es del
8.5 %
Hoy en día estos análisis se hacen por medio de los diferentes módulos del sistema
HVI (Hight Volumen Instrument), los cuales son rápidos, precisos y muy objetivos.
En Colombia éste sistema solo ha sido adquirido por muy pocas empresas.
Programacion de la Mezcla
Utilizando la información obtenida en los análisis anteriores se procede a seleccionar las
pacas y ha establecer su respectivo orden en la zona de alimentación al tren de apertura y
limpieza, de acuerdo a las características que se desean obtener en el hilo final.
Esta operación es decisiva en el proceso y se ha hecho manualmente a través de la
experiencia adquirida en muchos años de trabajo. Hoy en día el sistema HVI dispone de un
software para el diseño de hilos, el cual puede predecir las características del hilo final
según las características de la materia prima disponible.  PROCESO DE HILATURA DEL ALGODÓN
PROCESO DE HILATURA DEL ALGODÓN
Consiste de una serie de procesos donde paulatinamente se abren, mezclan y limpian las
fibras de algodón, para ser presentadas luego en forma de napa, la cual será luego
convertida en cinta, a la vez que se continua con la apertura y limpieza. Posteriormente se
reúnen varias cintas para ser estiradas juntas y formar una sola cinta. Esta operación se
repite varias veces hasta formar una cinta homogénea y uniforme con las fibras bien
orientadas. Esta cinta será reducida en masa a través de estiraje hasta formar una mecha, de
la cual también a través de estiraje y torsión se formará el hilo.
Cuando el hilo ha de ser peinado, en un proceso aparte y con el material presentado en
forma de rollos de cintas se retiran las fibras cortas, impurezas, motas y neps. Después de
este proceso las fibras vuelven a quedar en forma de cintas de algodón peinado para
continuar con los procesos subsiguientes, inclusive se puede mezclar con otras fibras como
el poliéster y la viscosa.
Existen muchas variantes en los procesos de hilatura de fibra corta, pero en general los
procesos de hilatura más comunes son:
• Proceso de hilatura de algodón peinado
• Proceso de hilatura de algodón cardado
• Proceso de hilatura Open End o por Rotor
• Proceso de hilatura mezcla algodón peinado / fibra manufacturada (Poliéster o
viscosa)
1. ABRIDORA CONVENCIONAL:
Es el proceso mediante el cual se desprende el algodón, de las pacas en forma de copos, por medio de la acción del blendomat.
Estos copos de algodón son transportados a través de ductos, y es impulsado por medio de aire, para luego ser pasado por los siguientes equipos: Abridora mezcladora, plano inclinado, abridora intensiva, duxtes.
Objetivo.
Abrir, limpiar y mezclar el algodón entregando al proceso de cardado, copos de algodón en óptimas condiciones de calidad.
Partes de la Maquina.
Blendomat: Esta compuesto por dos cilindros disgregadores que depreden los copos de algodón de las pacas, y tres cilindros de apoyo. Sirve para abrir y mezclar el algodón de acuerdo a los planos de distribución sin levantar polvo.
Abridora de pacas

Ventilador: Le proporciona succión al Blendomat, encaminando las partes del algodón hasta el bypass.
Bypass: Mecanismo en forma de “Y”con tubería de entrada y dos tuberías de salida. En el interior lleva una aleta encargada de taponar una tubería de salida o viceversa, haciendo la forma de transportar los copos de algodón a su respectiva Abridora, sin producir mezclas de lotes.
Silo: tolva que Tiene un condensador; con la ayuda del ventilador le proporciona la succión al Blendomat, succionando el algodón hasta la Abridora; posee una fotocelda que le da señal al Blendomat cuando necesita material.
Planos inclinados
Abridora: Tiene por objeto abrir mas el algodón y sacarle el polvo y basuras o cojín. Está compuesto por: Banda transportadora, estera vertical de púas y tablero de controles.
Escalonadas: Esta proporciona la succión por medio de un condensador y tubería comunicada con la abridora, encargada de desmenuzar más los copos de algodón y sacarle borra, polvo y cojín. Compuesta por: condensador, foto celdas y cilindros.
Condensador: Proporciona la presión de aire a la abridora por medio de la tubería, haciendo que el algodón pase a la escalonada.
Cilindros: Hacen pasar el algodón a un bastidor de púas cubierto por unas rejillas, facilitando la forma de dejar el desperdicio que contiene el algodón, en un depósito utilizado por ésta.
Batidores diagonales: Proporciona más limpieza al algodón a la vez que sigue transportándolo por la escalonada.
Batidor de púas: Pasa el material a la tubería que comunica con los equipos de limpieza, a través del aire que le proporciona los condensadores.
Estera vertical de púas: Divide el material en partes pequeñas y lo lleva a la parte de arriba del mezclador donde se encuentra ubicado un batidor de púas.
Bandas transportadoras: Son las encargadas de transportar y suministrar la alimentación del material requerido en el proceso.
Estera diagonal de púas: Está compuesta de unas reglas de madera; cada regla tiene unas púas, las cuales tienen la labor de abrir el material.
Silos: Son tolvas que permiten el almacenamiento del material, para alimentar el proceso subsiguiente.
Abridora fina: Abre más los copos de algodón, le extrae más borra y cojín, por intermedio del batidor de púas y su rejilla.
Filtros: le da succión a las máquinas de este proceso, le extrae el polvo y lo recolecta en talegos por medio de tuberías.
Mezclador: Le proporciona al algodón mezcla total para total para obtener mejor calidad. Compuesto por: condensador, cilindros mezcladores, banda transportadora, cilindros alimentadores.
Funciones del Operario.
Abrir pacas: Empiece la operación de apertura de pacas, abriendo la primera ubicada al lado del Blendomat.
Con la cizalla corte los alambrones de la paca dejando uno en la parte superior y uno en la parte inferior de la paca, para facilitar el movimiento de la paca hasta la zona delimitada, corte la envoltura en la parte superior de la paca y desplace la parte lateral que queda al frente del riel del blendomat, hasta la base de la paca.
Antes de activar el Blendomat nivele manualmente la altura del lote, con el fin de optimizar el rendimiento del equipo.
Recolectar cinta: Tome un carro de la bodega de desperdicios y recoja la cinta que encuentre en los tarros destinados para velo y cinta en la zona de cardas.
Pescar pacas: Inspeccione las partes anterior y posterior de la paca para verificar que no esté contaminada de aceite, pantano, tintas, etc., en caso de estar contaminada, limpie la paca con el cepillo de púas hasta retirar el contaminante. Al terminar de abrir el lote completo, retire con el cepillo de púas los laterales contaminados.
Al terminar de pescar, recoja el desperdicio y échelo en el carro.
Organizar alambrón: Siempre que termine de abrir un lote, tome el alambrón que se encuentra sobre el carro de desperdicios, amárrelo por el centro y los extremos, transpórtelo hasta la zona asignada para éste.
Patrullar contrato: Recorra el proceso y verifique que todos los equipos se encuentren trabajando normalmente, en caso de observar alguna anomalía, informe inmediatamente a quien corresponda la acción correctiva: mecánico, electricista o supervisor.
En cada patrullaje verifique que él o los lotes que se están consumiendo por el Blendomat, estén libres de contaminación como: materias extrañas, grasas, aceites. Basuras.
Si observa alguna anomalía, pare el equipo y elimine la contaminación.
Limpieza de equipos: realice las limpiezas con el método y la frecuencia establecida.
Material Entrante.
El material entrante para el proceso de apertura son las pacas de algodón, las cuales han sido preseleccionadas con anticipación, de acuerdo con los chequeos del laboratorio y según el tipo de mezcla que se requiera.

Material Saliente.
El material saliente del proceso de apertura son copos de algodón, abiertos, limpios y mezclados, para entregar un material optimo al proceso de cardado.
Sub producto.
El subproducto generado en el proceso de apertura es el cojín, el cual esta compuesto por cascarilla, semilla, tabaquillo, pedazos de hoja.
Divisas.
En el proceso de apertura se utilizan para identificar las pacas. Estas divisas traen la siguiente información:
1. peso 240 – 250 kg.
2. Numero de la paca.
3. Variedad o semilla.
4. Lote (identificación del agricultor)
5. Región (norte o sur)
Problemas y Soluciones.

Los chequeos que se le hacen al algodón para poderlo clasificar y luego hacer las mezclas son.
1. HVI: por medio de este chequeo se le mide al algodón la longitud, resistencia, y finura.
2. MODULO DE COLOR TRASH: en este chequeo se le mide los grados de amarillamiento (blancos, cremosos, grises y manchados). También se le mide el grado de reflectancia y brillantes.
3. SFI: en este chequeo se le mide el índice de fibras cortas.
Definicion de terminos.
Cojín: Desperdicio generado en la abridora-mezcladora, abridoras intensivas y planos inclinados, que consiste en fibras cortas, residuos de material vegetal e impurezas.
Divisa: Sistema para identificar las pacas.
Pescar: Actividad realizada por el operario para retirar material contaminado de la paca, como algodón sucio o engrasado, pedazos de madera, hojas grandes.
NORMAS DE SEGURIDAD
Equipo de Proteccion Personal.
Estos son usados para prevenir enfermedades profesionales o accidentes.
Protección Auditiva: Debido al alto ruido producido por las diferentes máquinas existentes en el salón de preparación hilados (cardas, estiradoras, mecheras, hiladoras). Es indispensable usarlos ya que pueden ocasionar daños irreversibles en el oído.
Respiradores Deshechables: Estos son utilizados como prevención, ya que el ambiente del salón tiene muchas partículas que pueden llegar fácilmente a los pulmones produciendo muchas enfermedades.
Estuche para el cuchillo: con el constante trajín del operario el cuchillo debe de llevarse en su respectivo estuche para evitar así un accidente.
Normas Especificas Del Oficio.
- Utilizar los implementos de seguridad que requiere el oficio.
- Al hacer los arrumes de alambrón y zunchos, hágalos de tal manera que pueda transportarlos fácilmente al sitio de almacenamiento
- Cuando efectúe la limpieza y colocación de la paca en el punto de apertura, verifique la alineación, con el fin de no bloquear el Blendomat.
- No guarde escobillones, escobas u otros objetos dentro de las cavidades internas o externas de las máquinas.
- Mantenga siempre en orden el lugar de trabajo.
- En caso de incendio, apague la maquinaria y avise inmediatamente a los bomberos .
- No desempeñe oficios que no se le han autorizado o que no tenga conocimiento de ellos.
- Informe al supervisor todo accidente por leve que sea.
- No haga reparaciones eléctricas o mecánicas, si ocurre algún daño avise al supervisor, al mecánico o electricista de sección.
- Para sacar atranques o efectuar limpiezas en el blendomat verifique que se encuentre asegurado e inactivo. No ignore las barreras de seguridad.
- No trate de sacar enredos ni atranques mientras la máquina esté trabajando.
- No utilizar los bolsillos para cargar cuchillos, limas, ganchos etc.
- Emplee la herramienta adecuada, no la improvise.
- No accione las perillas y botones de mando eléctricos sin antes verificar el porque se encuentran inactivas.
- No utilice ropa ancha, camisas por fuera, mangas largas, anillos o cadenas ya que pueden ocasionar graves accidentes.
- Mantenga despejados los equipos contra incendio como: Hidrantes, extintores y las salidas de emergencia.
- No haga esfuerzos superiores a los de su capacidad.
- No utilice equipos o herramientas defectuosas.
Normas Generales De Comportamiento:
1. Todo accidente por leve que sea debe ser informado inmediatamente al Supervisor.
2. No retire las guardas de seguridad con la máquina en movimiento.
3. No opere maquinaria o equipo que no conozca.
4. El mecánico es quien debe reparar su máquina.
5. Al subir o bajar escaleras, hágalo siempre de frente a ellas, nunca dándoles la espalda.
6. Mantenga aseado y ordenado su puesto de trabajo.
7. Evite el uso de mangas largas, ropa ancha, camisas por fuera, joyas y pelo largo suelto.
8. Use los equipos de protección personal indicados para su oficio.
9. Si su trabajo requiere de cuchillos, ganchos o tijeras, llévelas siempre en su respectivo estuche.
10. No tape los equipos contra incendios tales como: Hidrantes, gabinetes, extintores y salidas de emergencia.
12. No haga reparaciones eléctricas, informe inmediatamente al supervisor o al departamento eléctrico.
13. Utilice únicamente herramientas en buen estado.
14. Informe al supervisor o un miembro del comité de seguridad los riesgos que observe en su lugar de trabajo, en las máquinas o equipos.
15. Evite los juegos y charlas en su puesto de trabajo.
16. Seque los regueros de aceite y los charcos de agua en el piso.
17. En caso de incendio avise inmediatamente a la brigada.
18. Evite el uso de relojes, anillos, pulseras, cadenas.
Flujo de la abridora


2.gran numero de balas de alimentacion
6.versatilidad de produccion
8.seguridad de funcionamiento.
 Objetivo.
Objetivo.El objetivo del batán es sacar las materias extrañas y motas pesadas que aun no han sido posibles extraer del material.
El material es entregado por el batán, en forma de un rollo de napa con una determinada masa por longitud.
Es en esta máquina que se da inicio al concepto del estiraje en el material.
Primer batán o batán golpeador: se compone de las siguientes secciones:
· Sección de alimentación.
· Primera sección de batanaje.
· Primera sección de condensado.
· Cámara de reserva y mezcla.
Segundo batán o batán cardador: se compone de las siguientes secciones:
· Sección igualadora.
· Segunda sección de batanaje.
· Segunda sección de condensado.
· Sección de napa.
Estas dos secciones trabajan en línea, para limpiar el algodón y al final obtener un rollo de napa en la entrega de la máquina.
Funcionamiento del batán. La limpieza y el mezclado continúan en la enrolladora a medida que el algodón es transportado uniformemente. Una masa de fibras es transportada por una estera horizontal de madera, detrás de la sección del batán golpeador, ésta recoge el algodón y rápidamente lo pasa a los rodillos alimentadores del batán golpeador; este se encarga de abrir y golpear el material contra un emparrillado colocado debajo de él, para sacar las impurezas y materias extrañas. Las pantallas condensadoras, transforman las motas que provienen del batán, en una capa compacta de algodón. El ventilador del condensador, exhorta su aire de desperdicio hacia el filtro; éste consiste en una pantalla perforada con la función de retener la fibra corta, materias extrañas y polvo del aire. La capa de algodón en las pantallas condensadoras es removida por medio de un par de cilindros desprendedores. Posteriormente una estera vertical lleva el algodón a una tolva de reserva.
La enrolladora tiene dos mecanismos que conducen la fibra a través de un control de velocidad para producir una napa uniforme. El control de la uniformidad de la napa, se inicia cuando la tolva de reserva de la caja está llena de material y provoca el paro de la alimentación del batán golpeador, hasta que el material sea procesado y el sensor controlador de carga de la tolva, actúe iniciando nuevamente la alimentación. Los pedales de la pianola a través de una palanca, cambian de posición la banda o correa de los conos por medio de engranajes; éstos aumentan o disminuyen la velocidad del rodillo alimentador, en función del mayor o menor espesor de la capa de material respectivamente, para obtener igual masa por longitud de la napa en todo momento. Esta sección es llamada sección del batán cardador.
La sección igualadora de la napa alimenta al batán cardador, el cuál es del tipo kirschner; éste tiene tres aspas de madera igualmente espaciadas con unas agujas a lo largo de ellas, las cuales entran en contacto con el material, realizando una acción de cardado. Este batán se encarga de dar una limpieza más suave a la capa de fibras.
La última sección es la de enrollado. Ésta tiene calandras cilíndricas, que compactan la capa de fibras para darle mayor resistencia a la napa. Ésta es calandrada por medio de un sistema neumático, que ejerce presión sobre una barra en la cual se enrolla, cuyo objetivo es dar una dureza adecuada al rollo de napa y permitir así el desenvolvimiento de éste en la carda. La barra en la cual la napa es enrollada, tiene un agujero en el centro, a manera de tubo, para permitir la saca del rollo, mediante la introducción de una varilla de menor diámetro en el agujero. La napa producida debe tener un peso reglamentario y constante. Cuando la napa tiene una magnitud determinada de longitud, la enrolladora se detiene; este control de paro es realizado por un engranaje llamado piñón de corte.
Debe existir un mecanismo desenergizador automático que detenga la alimentación, excepto en los batanes y los ventiladores de las secciones de batán golpeador y de batán cardador de la enrolladora.
Cambio de la napa y mecanismo de corte. En términos generales, una luz de aviso montada sobre la parte superior del batán, anuncia cuando se aproxima el cambio de la napa producida. Toda la operación del cambio automático de la napa, es controlada por medio de tres levas montadas en el disco de excéntricas y en contacto con sus correspondientes interruptores de límite. Las levas pueden ajustarse en el eje para permitir la corrección de las diferentes fases del cambio de la napa. La comprobación del ajuste corrector de las diferentes fases del cambio, se realiza moviendo manualmente hacia arriba y hacia abajo las cremalleras compresoras, lo cual permitirá apreciar si las levas están accionando sus respectivos interruptores de límite en el momento adecuado. La leva respectiva con el interruptor de límite, determina el momento en que la válvula respectiva se abre, produciendo la aspiración necesaria para succionar la tela de napa producida al rodillo de napa.
La operación de corte se efectúa de la siguiente manera: una válvula acciona el interruptor de límite que le transmite voltaje al embrague electro-neumático. Los cilindros de napa giran aproximadamente seis veces más rápido de lo normal. La aceleración de los cilindros de napa hace que la tela de napa se corte y que el rollo de napa sea lanzado a la bandeja portadora.
Material Entrante.
El material entrante del batan son los copos de algodón.
Material Saliente.
El material saliente del batan es un rollo de napa, de un peso y longitud determinados. El rollo debe salir con una masa de 46,87 libras y una longitud de 50 yardas para una relación de 15 onzas por yarda.
Sub Producto.
Cojín o borra: Desperdicio de cascarilla, semilla, fibras enredadas, tabaquillo, pedazos de hoja.
Problemas y Soluciones.
Napa fuera de la tolerancia de masa. Algunas de las variables que pueden ocasionar fallas en la masa del rollo de napa son las siguientes:
El contador de longitud puede estar funcionando mal.
El contacto eléctrico que acciona el contador de longitud puede estar fallando.
La correa del motor de transporte de los cilindros de napa, puede estar suelta.
La correa transmisora del batidor puede estar con mayor longitud y suelta, produciendo variaciones.
Napa defectuosa. Los defectos pueden ser originados por:
El canastillo de filtro tapado, produce una contra presión y causa
Irregularidades en el flujo del material.
Las aspas del ventilador están llenas de desperdicio y no se obtiene la succión adecuada del ventilador, lo cual causa irregularidades en el flujo.
El canastillo condensador puede estar sucio y por esta razón aumenta la presión y se causa irregularidad en el flujo del material.
Los canales de transporte de las fibras y los canales de escape del aire pueden estar sucios, lo cual afecta la regularidad del flujo del material.
Si la cinta del freno está demasiado suelta, el material se romperá durante el cambio de napa, debido a que los cilindros de napa no han sido detenidos. En este caso, se hace necesario ajustar la cinta del freno y si fuese necesario, cambiar su revestimiento.
Si el embrague electro-mecánico no funciona apropiadamente, los cilindros de napa girarán muy despacio y la tela no será cortada en el cambio de la napa. En este caso será necesario inspeccionar que el embrague no esté contaminado de aceite y volverlo a ajustar. El ajuste debe ser efectuado con galgas de bronce mientras el embrague esta energizado.
Debe comprobarse que las cremalleras compresoras trabajen en forma paralela, para evitar que el rodillo de napa roce en los costados, dañándose y produciendo un falso estiraje, lo que ocasionaría una variación en la longitud de la napa.
En caso de que el mecanismo de rotación libre o embrague mecánico no funcione en forma correcta, los cilindros de napa se detendrán durante la operación de mudada. Para corregir esto, la unidad de embrague mecánico debe ser desarmada, lavada en gasolina o solvente y volver a engrasarla.
Cilindros calandradores de la enrolladora embotados de material. Es porque existe mucha semilla en ellos. Adicionalmente este embotamiento se puede aumentar si la humedad del salón es muy alta. Se debe establecer una frecuencia más estricta de lavada de los cilindros calandradores y disminuir la humedad del salón.
Pacas de diferente densidad. La máquina debe ser ajustada con anterioridad para evitar variaciones en la uniformidad de la masa por longitud del rollo.
El departamento de fibras debe informar con la debida anticipación, el tipo de pacas que serán enviadas a la abridora, para realizar los ajustes adecuados a las máquinas.
Rollos de napa fuera de la masa por longitud estandarizada. no es conveniente reprocesarlos en la abridora, debido al maltrato que sufre la fibra, a no ser que la enrolladora sea alimentada directamente por la abridora, sin pasar por la etapa de limpieza; de no ser así, se recomienda separar los rollos de napa fuera del estándar, para ser procesados en una carda con los ajustes y estirajes adecuados de acuerdo a su masa por longitud.
Longitud de los rollos. Los rollos de napa no deben sobrepasar los límites permitidos por los fabricantes de la máquina, para evitar los daños en las barras sobre las cuales se enrolla el material producido, y adicionalmente evitar el daño en las últimas capas de los rollos de napa.
En el caso de la enrolladora saco lowell, el rollo debe salir de 50 yardas para una relación de masa por longitud de 15 onzas por yarda.
Orillos desflecados. Cuando los orillos del rollo de napa poseen una apariencia desflecada o no uniformes, esta situación indica que existe una acumulación de fibras en los bordes de los anjeos, debido a una corriente de aire circulante en estos puntos o por tacos en los filtros, que adicionalmente generan una mala distribución de la masa de la napa.
Chequeos.
En la enrolladora o batan se controlan las siguientes variables:
Longitud y masa del rollo. Varía de acuerdo al fabricante de la máquina. Para el caso de la enrolladora saco lowell, el rollo debe salir con una masa de 46,87 libras y una longitud de 50 yardas para una relación de 15 onzas por yarda. Es común encontrar en la actualidad rollos con una masa de 58 libras y una longitud de 58 yardas para una relación de 16 onzas por yarda, generando un alto nivel de revientes en la barra.
Porcentaje del coeficiente de variación. Es proporcionado por el lap meter y varía de acuerdo al tipo de material utilizado y al estándar que maneje la empresa. En el cálculo intervienen las variables siguientes: masa por yarda media y la desviación estándar. Deben estar ajustados al valor esperado.
Lap meter o medidor de la masa de la napa. Es un instrumento en el cual el rollo de napa es desenvuelto y cortado yarda por yarda; cada yarda es pesada y la variación es consignada en una carta que corresponde a la masa en onzas, para las cuales la enrolladora fue ajustada. Estos resultados se emplean para buscar la irregularidad de la napa, expresada en unidades de coeficiente de variación que posteriormente son comparados con estándares o cartas de control manejadas por las empresas; son las que en todo momento permiten tomar correctivos sobre el proceso; sobre el manuar inclusive.
Uniformidad en el varimeter lap. Es un equipo que puede ser ensamblado en las calandras de la enrolladora, o en el lap meter. La napa es desenvuelta y pasada a través de un medidor tipo condensador. El condensador es conectado a un adaptador y éste a su vez a una fuente de poder y un medidor igualador. Un integrador es el equipo que finalmente da la variación de la napa. El coeficiente de variación puede leerse directamente de la escala del integrador; este equipo determina automáticamente el valor del coeficiente de variación.
El coeficiente de variación del lap meter y del varimeter lap no son comparables; esta clase de medición de uniformidad puede ser usada por otras formas que va tomando la fibra a lo largo del proceso, hasta que éstas llegan a formar el hilo.
Análisis shirley. El análisis shirley sirve para determinar el contenido de materias extrañas en las fibras. El desperdicio es analizado para determinar el contenido de fibra buena y de materias extrañas. El ensayo separa las materias extrañas de la borra; ésta es recogida en un punto y el desperdicio en otro. Ambas muestras son pesadas y el valor porcentual es el resultado final.
Estándar del regían. Corresponde al siete por ciento.
Definicion de Terminos.
Cojín: Desperdicio de cascarilla, semilla, fibras enredadas, tabaquillo, hojas.
Regain: Chequeo de humedad del algodón.
Napa: Rollo formado por la unión de los copos de algodón.
NORMAS DE SEGURIDAD
Equipo de Proteccion Personal.
Estos son usados para prevenir enfermedades profesionales o accidentes.
Protección Auditiva: Debido al alto ruido producido por las diferentes máquinas. Es indispensable usarlos ya que el ruido puede ocasionar daños irreversibles en el oído.
Respiradores Desechables: Estos son utilizados como prevención, ya que el ambiente del salón tiene muchas partículas que pueden llegar fácilmente a los pulmones produciendo muchas enfermedades.
Estuche para el cuchillo: con el constante trajín del operario el cuchillo debe de llevarse en su respectivo estuche para evitar así un accidente.
Normas Especificas del oficio.
- Utilizar los implementos de seguridad que requiere el oficio.
- No guarde escobillones, escobas u otros objetos dentro de las cavidades internas o externas de las máquinas.
- Mantenga siempre en orden el lugar de trabajo.
- En caso de incendio, apague la maquinaria y avise inmediatamente a los bomberos.
- No desempeñe oficios que no se le han autorizado o que no tenga conocimiento de ellos.
- Informe al supervisor todo accidente por leve que sea.
- No haga reparaciones eléctricas o mecánicas, si ocurre algún daño avise al supervisor, al mecánico o electricista de sección.
- Para sacar atranques o efectuar limpiezas en el batan verifique que se encuentre asegurado e inactivo.
- No trate de sacar enredos ni atranques mientras la máquina esté trabajando.
- No utilizar los bolsillos para cargar cuchillos, limas, ganchos etc.
- Emplee la herramienta adecuada.
- No utilice ropa ancha, camisas por fuera, mangas largas, anillos o cadenas ya que pueden ocasionar graves accidentes.
- Mantenga despejados los equipos contra incendio como: Hidrantes, extintores y las salidas de emergencia.
- No haga esfuerzos superiores a los de su capacidad.
Flujo de el batan
 4.CARDADO:
4.CARDADO: Objetivo.
Objetivo.separar las fibras entre sí, eliminando las más cortas; hacer una última limpieza eliminando los desperdicios por medio de rejillas y chapones, y entregar el material en forma de cinta, con una determinada masa por longitud.
El rollo de napa es transformado en velo en la parte delantera de la máquina, comprimiéndolo posteriormente para dar origen a una cinta de masa por longitud estándar y debidamente dispuesta en un tarro.
En el cardado se cumplen las siguientes funciones:
Alimentación por medio de un rollo de napa o alimentación directa a la carda sin
formación de rollo (sistema moderno).
Continuación de la apertura y limpieza del material.
Individualización de las fibras (cardado propiamente dicho).
Condensado de las fibras para formar un velo.
Desprendimiento del velo y posterior condensado del mismo para formar una cinta con
determinado peso por unidad de longitud.
Devanado de la cinta en un bote.
En la carda se extrae aproximadamente un 4 % de subproducto, repartidos en dos puntos de
limpieza:
En la zona de apertura y limpieza se extrae el subproducto conocido como carcamo.
Al final de la zona de cardado se extrae el subproducto conocido como chapón.
Funciones del Operario.
1. Cambiar los contadores: El operario toma en orden lógico en toda la maquinaria asignada y a cada una le gire la perilla del contador a su respectivo turno; verifica que sí esté funcionando bien el contador. Además, efectúa las siguientes revisiones: automáticos delanteros (fotoceldas, palo limpiador, palanca guía-cinta), el ducto de la cubierta del doffer y retira los tacos si los hay (Con máquina parada).
2. Limpiar el equipo: Al iniciar turno paran las cardas; con la ayuda del mecánico de sección y el limpiador, realiza ventilada general a cada carda con manguera de aire; cada dos horas un Operario indirecto toma el desperdicio los palos limpia chapón y lo recoge.
3. Emparejar la Maquina: Después de cambiar los contadores y limpiar las maquinas, el operario espera a que llegue el material de los Silos, para ello la Maquinaria debe de estar en funcionamiento al vació. El material ingresa a cada carda y se va enhebrando automáticamente hasta que sale el algodón convertido en velo.
4. Colocar en funcionamiento y Corregir Paros en la Carda: El Operario acciona la perilla de baja velocidad, espera que salga el velo Forma una Cinta, la torsióna hasta formar una punta, luego la introduce por las boquillas de la zona de estiraje; continúa con la punta de la cinta hasta la boquilla del Coiler y asegura que la punta salga, y hace el empate de la cinta. Luego activa la velocidad alta, recoge el desperdicio de velo y cinta y echa al bote respectivo. Si se presenta un paro en cualquier partes de la carda como Cilindro y cuchillas, Zona de estiraje, Cilindros y coberturas, Atranque en Lickerín y Paros en falso se retiran las partes implicadas para corregir el paro y se repite el proceso de arranque de la maquina.
5. Patrullar y corregir paros: Recorre continuamente el contrato y atienda los paros que le indique la torre de luces. Además observa que la cinta se este enrollando correctamente,y que la carda se este alimentando en forma correcta.
Partes Principales.

1 - Gran cilindro.
2 - Cadena de chapones.
3 - Cepillo limpiador de chapones.
4 - Cilindro desprendedor.
5 - Doffer.
6 - Motor principal.
7 - Lickerin.
8 - Piñón de tensión trasero.
9 - Silos de la carda.
10 - Mesa de alimentació
Material Entrante.
La materia prima es (fibras de algodón), previamente mezclados los cuales deben reunir todos los requisitos de calidad necesarios para su procesamiento, garantizando así un buen suministro de materia prima, en el proceso de cardado facilitando además la labor para los procesos siguientes, mediante la obtención de una cinta de óptima calidad.
Material Saliente.
El material saliente de la carda es una cinta de buena calidad la cual debe cumplir con los siguientes requisitos: - Que no contenga tramos gruesos y/o tramos delgados.
- Que la cinta no esta contaminada de ningún tipo de grasas o aceites, además que no haya borra adherida al material.
- El bote no debe pasar de su capacidad normal de llenado, evitando así que el material se caiga al piso.
- En todos los turnos se realiza por parte del mecánico un chequeo de producto entregado para garantizar que la cinta sea uniforme y salga con un peso por Yarda requerido.
- Control calidad también realiza chequeos de uniformidad en uster y chequeo de neps por pulgada para garantizar el producto final (cinta) salga con buena calidad.
- La cinta sale con un peso irregular yarda por yarda ya que la carda no tiene un sistema de regulación efectivo.
Las fibras salen desordenadas y con una textura áspera, y con una mínima presencia de impurezas.
La cinta producida por la carda es depositada en botes plásticos de 40 pulgadas de diámetro por 42 pulgadas de altura, tienen una capacidad de 50 kilogramos, y le caben 9500 metros de cinta.
Subproducto.
-Cojín o borra: Desperdicio producido por la carda, de cascarilla, semilla, fibras enredadas, tabaquillo, pedasos de hoja.
Chapón: Desperdicio generado por la acción de los chapones sobre el gran cilindro retirando fibras cortas y micro polvo.
Cinta y velo: Desperdicio producido por los revientes de la cinta y al emparejar la carda, este material es reutilizado.
Divisas.
La divisa: Es el color que identifica en los botes, ya sea color del tarro propio o color de una cinta plástica llamada Reata; por lo tanto para cada línea se tiene un color diferente.
También se utiliza cuando se requiere canalizar algún tipo de fibra Los Botes de cardas: son tarros plásticos los mas grandes en el proceso miden 40 Pulgadas de diámetro por una altura de 42 pulgadas , Cada bote contiene aproximada mente 9.500 metros de cinta.
El Bote contiene un resorte interno y una tapa plástica, el cual se utiliza para deslizar el material fácilmente cuando este llenando y/o vaciando sin que sufra ningún daño.
Chequeos.
Al material saliente de la carda se le hacen los siguientes chequeos: a. chequeo de peso. Se toma una muestra de cinta, se mide y luego se pesa para verificar si cumple con un estándar de peso por longitud.
b. CV: coeficiente de variación, lo da el uster. .
Chequeo de neps. Para el chequeo de neps se toma una muestra de 100g y se observa en la lupa para contar los neps, y se compara con los estándares, para saber si la cinta cumple con los requisitos de calidad, si no cumple se deben hacer ajustes a la carda.
Produccion Esperada Por Tiempo.
La producción esperada depende de tres variables: la velocidad de la máquina, el peso de la cinta y el tiempo de trabajo de la máquina.
Metros/minuto * gramos/metro * minutos/hora * Kilogramos/gramo * eficiencia esperada = producción esperada en kilos por cada hora trabajada.
NORMAS DE SEGURIDAD.
El Operario si nota cualquier ruido extraño en la Carda y cualquier defecto en las piezas de inmediato inactiva la Carda y le Informa al mecánico.
No utilice anillos, cadenas, ni relojes ya que le pueden ocasionar un accidente.
Equipo de Proteccion Personal.
Estos son usados para prevenir enfermedades profesionales o accidentes.
Protección Auditiva: Debido al alto ruido producido por las diferentes máquinas existentes en el salón de preparación hilados (cardas, estiradoras, mecheras, hiladoras). Es indispensable usarlos ya que pueden ocasionar daños irreversibles en el oído.
Respiradores Deshechables: Estos son utilizados como prevención, ya que el ambiente del salón tiene muchas partículas que pueden llegar fácilmente a los pulmones produciendo muchas enfermedades.
Estuche para el cuchillo: con el constante trajín del operario el cuchillo debe de llevarse en su respectivo estuche para evitar así un accidente.
Normas Especificas del proceso.
1. Mantenga despejado el paso hacia la máquina.
2. No opere máquinas que le falten guardas de seguridad o que tengan automáticos malos.
3. Para hacer reparaciones mecánicas o eléctricas, hay personal especializado, avisar al supervisor y él dará las ordenes respectivas.
4. Para sacar tacos o enredos espere que la máquina esté completamente parada.
5. Informe al supervisor o al mecánico toda anomalía que observe la máquina.
6. Al poner en funcionamiento la máquina mire que no halla ninguna otra persona trabajando en ella.
7. Los botes en mal estado deben de ser retirados.
8. Al hacer cambio de botes en la máquina, observe que queden bien colocados en el coiller.
9. Mantenga las manos limpias de grasa o aceite.
10. No arroje desperdicios al piso, para ello hay recipientes especiales cerca de usted.
11. No trate de sacar enredos con la máquina en movimiento.
12. Informe al supervisor sobre las deficiencias de sus elementos de trabajo.
13. Mantenga la cuchilla en el estuche y llévela en el delantal.
14. Cuando utilice la cuchilla, corte siempre hacia afuera, nunca hacia su cuerpo.
15. Las cuchillas deben estar bien afiladas y tener en buen estado los mangos.
16. Utilice cuchillas únicamente cuando esté autorizado por el supervisor.
17. Cuando termine deje la cuchilla en un lugar seguro (delantal) y en su respectivo estuche.
18. Nunca trate de sacar con la cuchilla un enredo en las varillas cuando la máquina este en funcionamiento.
19. Cuando el enredo sea grande debe parar la máquina y llamar al mecánico.
20. No utilice la cuchilla para sacar enredos en los cilindros de cobertura de caucho, ya que los puede cortar.
Normas Generales de Comportamiento:
1. Todo accidente por leve que sea debe ser informado inmediatamente al Supervisor.
2. No retire las guardas de seguridad con la máquina en movimiento.
3. No opere maquinaria o equipo que no conozca.
4. El mecánico es quien debe reparar su máquina.
5. Al subir o bajar escaleras, hágalo siempre de frente a ellas, nunca dándoles la espalda.
6. Mantenga aseado y ordenado su puesto de trabajo.
7. Evite el uso de mangas largas, ropa ancha, camisas por fuera, joyas y pelo largo suelto.
8. Use los equipos de protección personal indicados para su oficio.
9. Si su trabajo requiere de cuchillos, ganchos o tijeras, llévelas siempre en su respectivo estuche.
10. No tape los equipos contra incendios tales como: Hidrantes, gabinetes, extintores y salidas de emergencia.
11. Lleve siempre consigo los documentos de identificación (cédula, tarjeta del ISS).
12. No haga reparaciones eléctricas, informe inmediatamente al supervisor o al departamento eléctrico.
13. Utilice únicamente herramientas en buen estado.
14. Informe al supervisor o un miembro del comité de seguridad los riesgos que observe en su lugar de trabajo, en las máquinas o equipos.
15. Evite los juegos y charlas en su puesto de trabajo.
16. Seque los regueros de aceite y los charcos de agua en el piso.
17. En caso de incendio avise inmediatamente a la brigada.
18. Evite el uso de relojes, anillos, pulseras, cadenas.
19. Evite desempeñar oficios que no se le han autorizado o de los cuales no tenga el respectivo entrenamiento.
Definicion de Terminos.
Cojín: Desperdicio producido por la carda, de cascarilla, semilla, fibras enredadas.
Chapón: Desperdicio generado por la acción de los chapones sobre el gran Cilindro retirando fibras cortas y micropolvo.
Desborrar: Limpiar la guarnición de los cilindros con un cepillo.
Deschaponar: Retirar el chapón acumulado en la parte frontal de la máquina.
Divisa: Señal preestablecida que tiene como fin diferenciar un producto dentro de un proceso.
Fantasía: Tramos gruesos y delgados en la cinta de cardas. Velo: Entrelazamiento de las fibras de algodón que se forma por la acción del Doffer y desprendedores; da el aspecto de un manto.
Flujo de carda.
 5.MANUARES O ESTIRADORAS.
5.MANUARES O ESTIRADORAS. El proceso de estiraje es efectuado por el Manuar o estiradora de la siguiente manera:
El proceso de estiraje es efectuado por el Manuar o estiradora de la siguiente manera:Se hace pasar un grupo de cintas (seis u ocho para el primer pase y seis u ocho para el segundo pase) por la zona de estiraje del Manuar en donde por diferencia de velocidad entre las varillas se produce un estiraje de las cintas y a la vez una paralelización de las fibras para obtener una cinta con características determinadas de peso y longitud que luego es sometida a un segundo pase en estiradoras con autorregulación, con el fin de mejorar la uniformidad de la cinta como se describe a continuación:
A la entrada de la cinta en la estiradora se registra continuamente por medio de una palpación mecánica el espesor de las cintas de fibras, los valores que se miden se convierten en señales eléctricas que se usan para controlar el estiraje en el campo de estiraje principal, regulando las oscilaciones de la cinta dando como resultado cinta con buena regularidad en longitudes cortas y medias, manteniendo así mismo el titulo de la cinta en longitudes largas, entregando al proceso siguiente cinta con óptimas condiciones de calidad.
Objetivo.
a. paralelizar las fibras.
b. mezclar las diferentes fibras.
c. voltear los ganchos.
Material Entrante.
Los botes que contienen el material entrante de la estiradora son los botes provenientes de la carda, los cuales son de 40 pulgadas de diámetro por 42 pulgadas de altura, la estiradota puede trabajar con 6 u 8 botes, los cuales contienen 9500 m de cinta, la cual tiene una textura áspera y con las fibras desordenadas y con una minina parte de impurezas, él peso del bote vació es de 25.8 kg.
La materia prima para el proceso de estiradoras es la cinta que suministran las cardas marzoli, dicha cinta debe de cumplir ciertos requisitos:
- Que la cinta no tenga tramos gruesos ni delgados.
- Que la cinta tenga un peso normal, peso y longitud.
Material Saliente.
El material saliente de la estiradora es una cinta de fibras paralelizadas, mas limpias y de un peso de 70 granos por yarda, este material es depositado en botes plásticos de 20 pulgadas de diámetro por 42 pulgadas de altura y tiene una capacidad de 4200 metros de cinta.Ver foto.
Los botes tienen un resorte interno para obtener un enrollado y desenrollado optimo de la cinta, el peso del bote vació es de 12.5 Kg. y el peso de la cinta es de 20.8kg por bote, la estiradora produce un estiraje del 7%.
La envoltura de la cinta debe de cumplir los siguientes requisitos:
- Envoltura uniforme.
- La cinta debe de estar limpia. Libre de polvo, basura, grasa, etc.
- No se debe de revolver material de diferentes mezclas.- No debe presentar tramos gruesos ni delgados.
Partes de La Maquina.
El creel o bastidor: Está comprendido por toda la zona de alimentación formado por calandradores superiores e inferiores, haciendo que la cinta llegue hasta la zona de estiraje y guía-cintas que a su vez actúan de automáticos.
- El creel de la estiradora Vouk es corto tiene tres calandradores por cada lado para un mismo chorro.
- Las estiradoras Vouk tienen mesa.
La zona de estiraje: El tipo de zona de estiraje para la estiradora Vouk =3/4. Esto quiere decir 3 cilindros con recubierta de caucho, que hacen presión sobre 4 varillas, las cuales giran a diferente velocidad, para poder producir el estiraje. En esta parte es donde se da el cumplimiento al objetivo de la estiradora. Ver foto
Limpiadores superiores e inferiores: Su objetivo es evitar enredos en las varillas y en los cilindros para mantener la zona de estiraje limpia. Los hay de cobertura de caucho y metálico
En la estiradora Vouk los limpiadores superiores e inferiores son de cobertura de caucho.
Todo estiraje se hace basado en el pinzaje y la diferencia de velocidad entre las varillas.
Brazos pendulares: Dispositivos colocados en la zona de estiraje y que se utilizan con el fin de garantizar el pinzaje, para que la cinta que se está procesando tenga un estiraje óptimo.
Guía cintas: Elemento utilizado para llevar la cinta ordenadamente hasta su objetivo.
Trompeta: Lleva el velo desde la zona de estiraje hasta la boquilla.
Boquilla: Llevan la cinta hasta el plato superior.
Plato superior e inferior: Sirven para darle la envoltura uniforme a la cinta, el plato inferior da movimiento al bote.
Automáticos: Sirven para detener la máquina cuando hay un reviente, cuando hay un enredó,
Coiler: Situado después de la boquilla.
Portalámparas: Son señales para informar al operario y están ubicadas encima de la cabeza de las estiradoras.
En las estiradoras Vouk están ubicados en la parte superior derecha y son así:
Roja: Paro de emergencia (gabinetes, compuertas u otra emergencia).
Azul: Paro delantero (en la zona de estiraje) y paro por valor límite.
Verde: Máquina trabajando.
Blanca-azul: Paro trasero.
Amarilla intermitente: Saca.
Las sacas en las estiradoras Vouk son automáticas.
Cubierta ó tapas: Son protectores para evitar que la zona de estiraje se llene de polvo o partículas contaminantes.
Mirillas: son ventanas Ubicadas en las cubiertas y sirven para observar anomalías en la zona de estiraje.
En las estiradoras Vouk es una sola mirilla por ser de un solo chorro.
Depósito de pneumastop: Donde se depositan el polvo y las fibras cortas que llega a través de una succión y están ubicados así:
En las estiradoras Vouk en la parte trasera de la cabeza.
Contador: Sirve para llevar el metraje del bote y la producción del turno, y queda
Ubicado en el sistema de controles en la parte izquierda de la máquina.
Interruptor: Para prender o apagar la máquina. Ubicados así:
En la estiradora Vouk en la parte izquierda del lateral de la máquina.
Las estiradoras Vouk tienen un sistema de pantalla de controles.
Cabeza: Es la parte delantera de la máquina y se encuentra todo el engranaje de la misma (motores, piñones, bandas, etc.).
Cilindros de cobertura de caucho: Su función es pinzar y hacer llegar la cinta a la trompeta, se encuentra en la zona de estiraje.
En la estiradora Vouk son de las siguientes dimensiones:
1er. cilindro: 36 mm.
2do. cilindro: 39 mm.
3er. cilindro: 39 mm.
Soportes de botones: Están ubicados en la parte delantera y en los laterales de la máquina y sirven para parar o colocar en funcionamiento la máquina
Sistemas de engranaje: la estiradora cuenta con un sistema de engranaje formado por piñones y correas, que por medio de motores permiten el movimiento de la maquina, también cuenta con un sistema de piñones cambiables.
Partes Principales

1 - Condensador 10- Entrada (Variable)
2 - Organo de vigilancia 11- Salida (Constante)
3 - Preamplificador 12- Estiraje principal
4 - Grupo electrónico 13- Calandras
5 - Motor 14- Unidad de medida T & G
6 - Corriente del motor 15- Tiempo de retardo
7 - Velocidad constante 16- Taquímetro variable
8 - Velocidad variable 17- Grupo de potencia
9 - PRE - estiraje 18- Micro Terminal
Divisas.
Estas se usan en el salón de preparación hilados para diferencias las distintas mezclas y pases, se usan de acuerdo a la necesidad del salón.
Chequeos.
A la cinta que sale de la estiradora se le hace un chequeo de peso, para el chequeo de peso se toman varias muestras de 10 yardas las cuales se pesan y luego se suman los pesos y luego se promedian y deben de dar un peso de 70GN / yarda+ o – 2%, tanto para el primer pase como para el segundo
Producción esperada
Para hallar el estiraje tenemos la siguiente forma.
Material entrada x doblaje
----------------------------------- = estiraje nuevo
Material de salida
Para hallar la producción por maquina
m min yarda granos kg
------- x -------- x -------- x ---------- x -------
min turno metro yarda libra
660m 480min 1.094 y 70 gn 1libra 1kilo
----------- x ---------- x --------- x --------- x --------- x ---------- x eficiencia esperada
1 minuto 1 turno 1metro 1 yarda 7000gn 2.2libra
NORMAS DE SEGURIDAD
Equipo de proteccion Personal.
Estos son usados para prevenir enfermedades profesionales o accidentes.
Protección Auditiva: Debido al alto ruido producido por las diferentes máquinas existentes en el salón de preparación hilados (cardas, estiradoras, mecheras, hiladoras). Es indispensable usarlos ya que pueden ocasionar daños irreversibles en el oído.
Respiradores Deshechables: Estos son utilizados como prevención, ya que el ambiente del salón tiene muchas partículas que pueden llegar fácilmente a los pulmones produciendo muchas enfermedades.
Estuche para el cuchillo: con el constante trajín del operario el cuchillo debe de llevarse en su respectivo estuche para evitar así un accidente.
Normas Especificas Del Proceso.
1. Mantenga despejado el paso hacia la máquina.
2. No opere máquinas que le falten guardas de seguridad o que tengan automáticos malos.
3. Para hacer reparaciones mecánicas o eléctricas, hay personal especializado, avisar al supervisor y él dará las órdenes respectivas.
4. Para sacar tacos o enredos espere que la máquina esté completamente parada.
5. Informe al supervisor o al mecánico toda anomalía que observe la máquina.
6. Al poner en funcionamiento la máquina mire que no halla ninguna otra persona trabajando en ella.
7. Los botes en mal estado deben de ser retirados.
8. Al hacer cambio de botes en la máquina, observe que queden bien colocados en el coiller.
9. Mantenga las manos limpias de grasa o aceite.
10. No arroje desperdicios al piso, para ello hay recipientes especiales cerca de usted.
11. No trate de sacar enredos con la máquina en movimiento.
12. Informe al supervisor sobre las deficiencias de sus elementos de trabajo.
13. Mantenga la cuchilla en el estuche y llévela en el delantal.
14. Cuando utilice la cuchilla, corte siempre hacia afuera, nunca hacia su cuerpo.
15. Las cuchillas deben estar bien afiladas y tener en buen estado los mangos.
16. Utilice cuchillas únicamente cuando esté autorizado por el supervisor.
17. Cuando termine deje la cuchilla en un lugar seguro (delantal) y en su respectivo estuche.
18. Nunca trate de sacar con la cuchilla un enredo en las varillas cuando la máquina este en funcionamiento.
19. Cuando el enredo sea grande debe parar la máquina y llamar al mecánico.
20. No utilice la cuchilla para sacar enredos en los cilindros de cobertura de caucho, ya que los puede cortar.
Normas Generales de Comportamiento:
1. Todo accidente por leve que sea debe ser informado inmediatamente al Supervisor.
2. No retire las guardas de seguridad con la máquina en movimiento.
3. No opere maquinaria o equipo que no conozca.
4. El mecánico es quien debe reparar su máquina.
5. Al subir o bajar escaleras, hágalo siempre de frente a ellas, nunca dándoles la espalda.
6. Mantenga aseado y ordenado su puesto de trabajo.
7. Evite el uso de mangas largas, ropa ancha, camisas por fuera, joyas y pelo largo suelto.
8. Use los equipos de protección personal indicados para su oficio.
9. Si su trabajo requiere de cuchillos, ganchos o tijeras, llévelas siempre en su respectivo estuche.
10. No tape los equipos contra incendios tales como: Hidrantes, gabinetes, extintores y salidas de emergencia.
11. Lleve siempre consigo los documentos de identificación (cédula, tarjeta del ISS).
12. No haga reparaciones eléctricas, informe inmediatamente al supervisor o al departamento eléctrico.
13. Utilice únicamente herramientas en buen estado.
14. Informe al supervisor o un miembro del comité de seguridad los riesgos que observe en su lugar de trabajo, en las máquinas o equipos.
15. Evite los juegos y charlas en su puesto de trabajo.
16. Seque los regueros de aceite y los charcos de agua en el piso.
17. En caso de incendio avise inmediatamente a la brigada.
18. Evite el uso de relojes, anillos, pulseras, cadenas.
19. Evite desempeñar oficios que no se le han autorizado o de los cuales no tenga el respectivo entrenamiento.
Definicion de terminos.
- Automático: Sistema que opera cuando hay un problema en la máquina---
_ Bote: Tarro usado para el almacenamiento de la cinta.
- Brazo pendular: Mecanismo para regular la zona de estiraje.
- Cilindro: Rodillo de cobertura de caucho.
- Contador: Medidor.
- Creel o bastidor: Soporte que guía la cinta desde el bote hasta la zona de estiraje.
- Estación de botones: Soporte de botones.
- Pneumastop: Depósito de desperdicios.
- Separador: Distanciador.
- Switche: Interruptor.
- Tapa o cubierta: Protección de la zona de estiraje.
- Trompeta condesadora: Guía de cintas.
Tubo de succión: Conducto.
Fujo de Manuar o Estiradora
 6. REUNIDORA.
6. REUNIDORA.Su objetivo es reunir varias cintas en una sola. Están destinadas a la fabricación de un rollo de cintas de longitud determinada; la alimentación es de 16 a 20 cintas. Éstas son entregadas a una mesa formando una capa de material, luego pasan a un par de cilindros calandradores y posteriormente a los tambores formadores del rollo. La cinta recibe una tensión.
La reunidora súper-lap no necesita el paso del manuar, es alimentada con el velo de cardas; posee un pequeño manuar y forma un rollo de cintas superpuestas.

Flujo de la Reunidora


Las peinadoras VOUK son alimentadas con los rollos napa que vienen de la Súper Lap. La máquina, por medio de peines circulares y rectos, separa las fibras cortas de las fibras largas de cada una de los rollos de napas. Las fibras largas convertidas en finos velos, son condensadas en cintas, las cuales son dobladas y sometidas a un proceso de estiraje; de nuevo son condensadas para entregar una cinta envuelta en un bote para el proceso siguiente.
Objetivo.
Separar las fibras largas de las cortas, paralelizándolas y removiendo los desperdicios presentes en la napa.
Partes de la Maquina.
Caja de controles eléctricos: Ubicado debajo de la mesa antes del coiler. En ella se encuentra la palanca con la que se enciende y se apaga la máquina.
Depósito de rollos: Parte trasera de la máquina donde se colocan los rollos de la materia prima.
Guía-Rollos: Mantiene el rollo de materia prima en su lugar ubicado entre los cilindros porta-rollos.
Cilindros porta-rollos: Giran y desenvuelven el rollo.
Cilindro alimentador: Entrega la masa de fibras (napa) a las mordazas
Varilla limpiadora: Por medio de la felpa colocada debajo de ella, limpia el rodillo alimentador.
Mordazas (superior e inferior): Aprietan la napa para que el peine circular realice su función
Peine circular: Retira las fibras cortas, materias extrañas y neps de la napa.
Cepillo: Retira los desperdicios del peine circular
Peine recto: Paraleliza las fibras largas
Varillas despendedoras: Toman las fibras peinadas y las empalman con el velo.
Cilindros de caucho: Ejercen presión sobre las varillas despendedoras facilitando su labor.
Rodillo limpiador: Es un rodillo de espuma del tamaño de los cilindros de caucho. Limpia los cilindros de caucho.
Después de las varillas despendedoras se encuentra una varilla y un cilindro de caucho que entregan el velo a las trompetas.
Trompetas: Condensan el velo de fibras para formar una cinta
Calandradores: Los calandradores presionan la cinta de fibras largas y la conduce hacia la zona de estiraje.
Guía-cintas: Ubicada en la mesa de la máquina, sirven para orientar las cintas peinadas hacia la zona de estiraje.
Mesa: Superficie horizontal que hace posible el doblaje de las cintas peinadas.
Zona de estiraje: Por medio de las diferentes velocidades de sus cilindros, estira las cintas dobladas en la mesa y la entrega en la banda transportadora.
Calandra del coiler: Recibe la cinta de la banda transportadora y la ubica en la boquilla del plato superior del coiler.
Plato superior del coiler: Permite la envoltura adecuada de la cinta en el bote.
Base de coiler: Su movimiento de rotación permite la distribución de la cinta a medida que se va envolviendo en el bote.
Estación de botones: Teclas [start], [stop]: Son botones de inicio y paro. Tienen como función poner en marcha o detener la máquina.
Botón de impulsos: Tiene la finalidad de dar pequeños avances a la máquina cuando se presenta un reviente o rotura en el velo o la cinta, con el fin de empalmarla.
Botón verde luminoso: Este botón al ser oprimido ejerce la presión sobre los cilindros arrancadores.
Botón blanco Al ser oprimido se activa la presión hidráulica dejando libres los cilindros arrancadores.
Interruptor o perilla de color negro: Su función es asegurar o desasegurar las tapas o cubiertas protectoras.
Interruptor de color rojo: Se encuentra en la mesa de la máquina al ser oprimido activa los gatos que entregan los rollos a los cilindros porta - rollos.
Interruptor de color rojo: Ubicado en la zona de estiraje, al ser oprimido, envía aire a presión para impulsar la cinta y hacer el empalme después de la zona de estiraje.
Botón de emergencia: Botón rojo en alto relieve, se distingue por estar enmarcado en un recuadro amarillo, este botón paraliza la máquina totalmente.
Este botón se encuentra en las zonas de la mesa, estiraje y el coiler.
Botón de color azul: Se encuentra en la zona del coiler o cola de la máquina, sirve para sacar el bote de la máquina.
Interruptor o perilla de color negro: Se encuentra en la zona del coiler o cola de la máquina, al ser oprimido acciona la guía del bote, para que durante el llenado, éste no se salga de la máquina.
Foto celdas
Foto-celdas de la mesa: Éstas se activan cuando hay revientes de cinta en la mesa.
· Foto-celdas del bastidor: Hay ocho foto-celdas, se activan cuando se ha terminado el rollo de napa.
· Foto-celda zona de estiraje: A un lado de la banda transportadora, se encuentra una foto-celda, ésta se activa cuando no hay cinta sobre la banda transportadora.
· Foto-celda zona del coiler: Está ubicada antes del coiler y se activa cuando hay reviente de cinta.
· En la mesa se encuentra una foto-celda antes de las boquillas condensadoras, se activan cuando hay rompimiento de velo.
· Foto-celda colector de borra: Ubicada en la parte trasera, detecta atranques de noils.
Torre o lámparas de señales: Esta torre se encuentra ubicada en la cola de máquina peinadora.
En ella se encuentran cuatro bombillos de diferentes colores.
1. Color rojo: Indica que está oprimido el botón de seguridad
2. Color azul: Indica que la máquina está parada
3. Color verde: Indica que la máquina está trabajando
4. Color amarillo intermitente: Indica que la máquina va dar saca.
Funciones de Operario.
Cambiar taco vacío por rollo de napa: Cuando la señal de paro y la pantalla estén señalando cambio de napas de trabajo, ubíquese al frente de la máquina y gire la perilla de color negro hacia la derecha para desasegurar la tapa protectora.
Levante completamente la tapa hacia arriba.
Coja el taco y llévelo hacia su cuerpo y con un leve movimiento hacia arriba reviente la napa, quedando a ras con el soporte de los cilindros arrancadores (Realice esta operación con cada taco a cambiar)
Coloque los tacos con desperdicio en el piso
Oprima el botón de color rojo, para accionar el gato de la plataforma porta-rollos, para que éstos se deslicen hasta su posición de trabajo.
Busque la punta de la napa que entra y deslícela para entrelazarla con la otra punta de forma que quede una tela uniforme (Haga la misma operación con cada una de las napas).
Baje la manigueta de la tapa de seguridad hasta su posición inicial, gire la perilla de color negro hacia la izquierda para asegurar la tapa protectora, oprima el botón de [Start] para colocar la máquina en funcionamiento.
Mientras la máquina comienza a funcionar, palanquee los rollos hacia atrás para darle un poco de tensión a la napa y observe la salida del velo (Si está saliendo con tramos gruesos retírelos hasta que salga un velo uniforme).
Retire el desperdicio de napa de los tacos sacados y échelo en el tarro destinado para ello. Lleve los tacos a la zona de tacos vacíos (Súper lap)
Patrullar y surtir máquina: Mientras las máquinas trabajan asegúrese de:
Que los rollos de napa no estén repelando.
Que el velo no esté saliendo roto o picado.
Que las cintas estén bien dispuestas sobre la mesa.
Que los rollos de napas estén listos para el cambio en la plataforma porta-rollos.
Que el bote vacío esté listo para el cambio o saca.
Retirar el bote con materia prima elaborada en el brazo a la salida de la peinadora para facilitar la salida del próximo bote y evitar así daños en la producción y en los equipos.
Que haya cinta para corrección de revientes en los tarros.
Que se hagan las limpiezas correctamente y a la hora indicada.
Los automáticos estén funcionando correctamente.
Surtir máquina: Tome el carro transportador de rollos y empújelo hasta el bastidor o plataforma de rollos de la máquina.
Ubique el carro porta-rollos a 5 cms de la plataforma y con un leve movimiento empuje los rollos a la plataforma.
Alinee los rollos de forma que queden dispuestos para ser llevados a los cilindros porta-rollos. Regrese el carro transportador a la zona de rollos de napa.
Corregir reviente de cinta en mesa: Saque el taco que se encuentra en la trompeta, así como las partes gruesas y las motas del velo.
Oprima el botón de impulsos para medio iniciar la máquina; tome el velo entre las manos y con un movimiento de una mano sobre la otra, adelgácelo dándole una pequeña torsión. Introduzca la punta del velo adelgazado por la trompeta.
Oprima el botón de impulsos para adelantar la cinta hasta la mesa, tómela y ubíquela sobre ella.
Luego obtenga el bote con cinta para corrección hasta el puesto donde se presentó el reviente y colóquelo al lado.
Coja la cinta del bote y llévela a lo largo de la mesa con el fin de completar la parte reventada; regrese al puesto y reviente la cinta de corrección. Coloque el extremo de la cinta en el bote.
Oprima el botón de [Start] para poner en marcha la máquina.
Regrese el bote con cinta para corrección a su lugar.
Corregir reviente total de napa: Del botón de impulsos lleve el peine hacia el frente de la mesa, gire la perilla de color negro hacia la derecha para desasegurar la tapa, levante la tapa protectora hasta su totalidad (arriba), oprima el botón de color blanco para quitar la presión hidráulica, desasegure el soporte de cilindros Detaching roll (dos trinquetes), levante hacia atrás el soporte de dichos cilindros, desasegure el peine recto, hálelo hacia arriba y colóquelo sobre la mesa.
Tome la llave y por el lado 1 de ésta introdúzcala por el soporte guía-napas, palanquee hacia arriba para dejar libre dicha guía. Invierta la llave por el lado 2 e introdúzcala por la mordaza superior y palanquee hacia arriba para dejarla en la parte de arriba.
Coja el cilindro alimentador de ambos extremos, retírelo y colóquelo sobre la mesa; coloque el rollo de napa sobre los cilindros porta-rollos, tome la punta de la napa y pásela por debajo del cilindro alimentador. Coloque el cilindro alimentador en su posición original, baje la mordaza con el lado 2 de la llave y con las manos la guía-napas ejerciendo presión hacia abajo.
Coloque el peine recto y asegúrelo; baje el soporte de cilindros y asegúrelo. Baje la tapa de seguridad y asegúrela.
Oprima el botón de color verde para colocar la presión hidráulica. Oprima el botón de [Start] hasta que salga el velo sobre la mesa.
Sacar enredos en cilindros Detaching roll.
En primer y segundo cilindros: Gire la perilla de color negro hacia la derecha para desasegurar la tapa de seguridad. Con la mano coja la manigueta de la tapa de seguridad y levántela hasta alcanzar la plenitud de los gatos.
Retire el rodillo limpiador y colóquelo sobre la mesa; oprima el botón de color blanco para quitar la presión hidráulica de los cilindros, desasegure los soportes de seguridad de los cilindros, levante el soporte de los cilindros y gírelo ½ vuelta hacia atrás y retire el enredo del cilindro.
Tome el soporte de los cilindros y gírelo ½ vuelta hacia delante, pulse el botón de color verde que al quedar luminoso indica que está colocada la presión hidráulica de los cilindros.
Baje la tapa de seguridad hasta su posición inicial, gire la perilla de color negro hacia la izquierda para asegurar la tapa de seguridad; oprima el botón de impulsos hasta que el velo salga sobre la mesa. Tome el velo con las dos manos y con un movimiento de una mano sobre la otra adelgácelo dándole una pequeña torsión.
Introduzca la punta del velo adelgazado por la trompeta menos de 5 cm., coja la cinta del bote y llévela a lo largo de la mesa con el fin de completar la parte reventada; regrese al puesto y reviente la cinta de corrección. Coloque el extremo de la cinta en el bote.
Coja el bote de cinta peinada para corrección y deslícelo hacia la cabeza de la máquina.
Oprima el botón de [Start] para poner la máquina en funcionamiento.
En varilla frontal y trasera: El enredo se retira cortándolo con la cuchilla o halándolo con el gancho.
Sacar enredo en zona de estiraje.
En cilindros de caucho: Gire la perilla de color negro hacia la derecha, levante la tapa de seguridad hasta la plenitud de los gatos.
Coja la palanca que está a la izquierda de la zona de estiraje y levántela para quitar la presión del soporte de cilindros de caucho, coja la manigueta del soporte de cilindros y levántela hasta arriba.
Saque el cilindro, retire el enredo y coloque de nuevo el cilindro en la zona correspondiente y ajústelo en la cavidad para que quede bien colocado.
Baje la manigueta del soporte de cilindros hasta su posición inicial, coja la palanca que está a la izquierda de la zona estiraje y bájela para colocar la presión al soporte de cilindros de caucho.
Simultáneamente con ambas manos oprima el botón de color rojo (aire a presión) y el botón de impulsos (intermitente) para lograr que la cinta pase por la boquilla después de la zona de estiraje hacia la banda transportadora.
Baje la manigueta de la tapa protectora hasta su posición inicial y gire la perilla de color negro hacia la izquierda para asegurar la tapa.
Oprima el botón de impulsos por espacio de cuatro segundos para que por intermedio de la banda transportadora llegue la cinta a la zona del coiler.
En varillas: Gire la perilla de color negro hacia la derecha, coja la manigueta de la tapa y levántela hasta la plenitud del gato; hale hacia atrás la palanca de color negro; coja la manigueta del soporte de los cilindros de caucho y hálela hacia atrás.
Oprima el botón de impulsos para medio iniciar la máquina con el fin de extraer el enredo, retire el material cortado y llévelo al delantal.
Baje el soporte de cilindros de caucho a su posición inicial. Ubique la palanca de color negro y empújela hacia adelante hasta la posición inicial.
Simultáneamente con ambas manos, oprima el botón rojo (aire a presión) y el botón de impulsos para lograr que la cinta pase por la boquilla después de la zona de estiraje.
Oprima el botón de impulsos aproximadamente cuatro segundos para que por medio de la banda transportadora lleve la cinta hasta la zona del coiler.
Baje la tapa de seguridad de la zona de estiraje y gire la perilla de color negro para asegurarla.
Atender reviente en zona del coiler: Cuando la señal de paro y la pantalla estén señalando un reviente en la zona del coiler diríjase a él y suba las escaleras.
Gire la perilla de color negro hacia la derecha para desasegurar la tapa; levante la tapa hasta su plenitud (arriba).
Si hay acumulación de cinta, retírela dejando más o menos 10 centímetros de cinta, el resto retírelo.
Hale la palanca para quitar la presión a las calandras del coiler; coja la punta de la cinta entre las palmas de las manos, déle una pequeña torsión e insértela por la boquilla de los calandradores del coiler.
Empuje la palanca para colocar de nuevo la presión a los calandradores del coiler. Baje la tapa de seguridad hasta la posición inicial (abajo). Gire la perilla de color negro hacia la izquierda para asegurar la tapa.
Oprima el botón de [Start] para iniciar la marcha normal.
Sacar tacos de algodón
En trompeta de zona de estiraje: Gire la perilla de color negro hacia la derecha para desasegurar la tapa y levántela hasta su plenitud.
Hale hacia atrás la palanca de color negro que se encuentra a la izquierda de la zona de estiraje, para quitar la presión del soporte de los cilindros de caucho.
Coja la manigueta del soporte de cilindros de caucho y levántela hasta que quede firme en la parte de arriba.
Retire el material acumulado en la trompeta.
Baje la manigueta del soporte de cilindros de caucho hasta su posición. Empuje la palanca de color negro, que se encuentra a la izquierda de la zona de estiraje hasta su posición inicial para colocar de nuevo la presión al soporte de cilindros de caucho.
Simultáneamente con ambas manos oprima el botón de color rojo (aire a presión) y el botón de impulsos un tiempo aproximado de cuatro segundos para llevar la cinta de la zona de estiraje, por la trompeta, hacia la banda transportadora.
Baje la tapa de seguridad hasta su posición inicial y gire la perilla de color negro hacia la izquierda para asegurarla
En boquilla sensadora del coiler: Cuando la señal de paro y la pantalla estén señalando un reviente en la zona del coiler diríjase a él y suba las escaleras.
Gire la perilla de color negro hacia la derecha para desasegurar la tapa. Levante la tapa de seguridad hasta su plenitud (arriba).
Si hay taco en el embudo de medición FP, no lo saque usted, llame al mecánico dado que es una pieza costosa y delicada y se puede reventar fácilmente.
Atender paro falso o paro mecánico: Diríjase a la máquina cuya luz de aviso este encendida y ubíquese al frente de la pantalla de ésta donde se mostrará el sitio del paro. Limpie la foto celda donde se mostró el problema y oprima el botón de [Start] para poner la máquina en marcha.
Si el problema persiste avise al mecánico.
Material Entrante.
El material entrante de la peinadora son los rollos de napa que produce la reunidota, estos rollos deben cumplir los siguientes requisitos.
1. Los rollos de napa deben ser enteros no interrumpidos
2. La masa de fibras o napa, debe estar libre de grasa, humedad, tramos gruesos, tramos delgados, repelados, basuras.
3. Los tacos en los cuales esta envuelta la napa, deben estar en buen estado.
4. Los rollos de napa deben cumplir con un peso y longitud determinados, estos rollos son de dos tamaños, para facilitar el cambio, y no tener la maquina parada por mucho tiempo. Los rollos enteros deben pesar aproximadamente 27.630g.
Material Saliente.
El material saliente de la peinadora es una cinta de fibras largas, totalmente paralelizadas y limpias, esta cinta debe cumplir con peso y longitud determinados, el peso es de 70GN/ yarda. La cinta se deposita en botes de 24 pulgadas de diámetro por 43 pulgadas de altura, a los cuales le caven 7500m.
Sub producto.
El subproducto de la peinadora es el noils el cual esta formado por las fibras cortas.
Cinta de revientes y enredos.
Divisas.
Las divisas son señales exteriores que permiten identificar las materias primas, O los componentes de una mezcla. En las peinadoras se hace caso En las peinadoras se utilizan las siguientes divisas:
Tarro rojo: Para el desperdicio de cinta y napa
Tarro amarillo: Para el desperdicio producido por la transformación del material, (basura)
Tarro blanco: Para el producto final
Tarro Verde: Borde metálico, para cinta de empalmar
Problemas y Soluciones.
Rotura de velos
Se presenta cuando se detienen los cilindros porta - rollos debido a la salida de su lugar del trinquete o por un daño mecánico.
Se soluciona regresando el trinquete a su lugar o llamando al mecánico
Rotura de un velo
Se presenta cuando la varilla alimentadora se detiene debido a la salida del trinquete, debido a un taco de algodón; se soluciona retirando el taco de algodón o llamando al mecánico.
Motas o tacos de algodón en el peine circular
Se presenta cuando el cepillo limpiador está muy embotado debido al mal funcionamiento del mismo.
Se soluciona llamando al mecánico
Enredo en los cilindros de caucho
Se presenta cuando los cilindros están engrasados, sucios o en mal estado.
Se soluciona limpiándolos o haciendo un cambio
Reviente de cinta en la mesa
Se presenta cuando en la trompeta se forma un taco.
Se soluciona limpiando la trompeta y corrigiendo el reviente con la cinta de empalme.
Reviente de cinta en mesa
Se presenta cuando la mesa calandradora de la mesa se detiene debido a un enredo en los cilindros calandradores, por enredo en la zona de estiraje o por un daño mecánico:
Reviente de velo en zona de estiraje
Se presenta cuando hay enredo en los cilindros de estiraje, por falta de presión de uno de los cilindros de caucho de dicha zona o por falta de limpieza.
Se soluciona retirando los enredos y colocando la presión a los cilindros haciendo la respectiva limpieza.
Enredo en los cilindros en zona de estiraje
Cuando se presenta el enredo en los cilindros de caucho, se debe a la presencia de grasa o suciedades o también, por un mal estado.
Se soluciona limpiándolos o remplazándolos. Cuando se presenta en los cilindros metálicos se debe al deficiente funcionamiento de las varillas limpiadoras o a la presencia de grasas.
Se soluciona colocando las varillas limpiadoras en la posición correcta, limpiando los cilindros, o realizando un cambio.
Reviente entre la zona de estiraje y el coiler
Se presenta cuando hay un taco en las trompetas, suciedades en las guías o enredos en los calandradores.
Se soluciona retirando los tacos de las trompetas, limpiando las guías, y retirando el enredo de los calandradores, llamando al mecánico.
Enredo en las calandradoras del coiler
Se presenta por grasa en las mesas calandradores
Se soluciona retirando el enredo y limpiando las mesas
Definicion de Terminos
Coiler: Sistema que permite una envoltura uniforme de la cinta peinada en el tarro.
Condensar: Acción de convertir el velo en cinta
Empalmar: Acción de corregir un reviente
Estiraje: Acción de hacer deslizar las fibras en forma paralela con el fin de que ocupen una mayor longitud
Noils: Desperdicio del proceso realizado en las peinadoras
Paralelizar: Acción de disponer las fibras en un mismo sentido
Tacos: Cilindros de material sintético, en los cuales se envuelve la materia
Tarro: Recipiente en el que se deposita la cinta peinada
Trinquete: Palanca que hace girar los cilindros alimentadores
Trompetilla: Pieza cónica encargada de condensar el velo
NORMAS DE SEGURIDAD
Equipos de Proteccion Personal.
1. Nariguera: Es indispensable portarla debido a que muchas de las fibras de material quedan volátiles en el medio ambiente.
2. Protectores auditivos: Utilizar continuamente debido a que el ruido constante de la máquina puede producir daños irreversibles en el oído.
3. Estuche para la cuchilla: Debido a tanto movimiento del operario es necesario mantener la cuchilla dentro del estuche para evitar lesiones.
4. Gafas protectoras: Si se tiene problemas de irritación visual o cualquier otro problema por el ambiente del salón, es necesario que se usen las gafas protectoras.
Normas Especificas del Oficio.
- Coloque en el coiler solamente tarros o botes en buen estado.
- Evite quitar la presión hidráulica con la máquina en movimiento.
- Absténgase de introducir la mano en la zona de estiraje cuando la máquina esté funcionando.
- Al prender la peinadora verifique que no hayan objetos dentro de las cubiertas de seguridad.
- No use delantal en mal estado (bolsillos rotos o desprendidos, tiras demasiado largas o mal amarradas).
- Al manejar el carro transportador empuje hacia adelante, no hale ya que se puede accidentar fácilmente.
Normas Generales de Comportamiento.
- Lleve siempre consigo los documentos de identificación personal (cédula de ciudadanía, carné de la A.R.P. y de la E.P.S).
- Respete los avisos de los mecánicos, electricistas y lubricadores, en el sentido de "No operar la máquina" cuando ellos la tengan bajo su cuidado.
- Cuando vaya a trabajar en máquinas que tienen piñones, cilindros, cadenas, bandas y poleas, verifique que las cubiertas y protectores estén puestos.
- Informe al supervisor todo accidente por leve que sea
- Al subir o bajar escaleras, hágalo siempre de frente nunca dando la espalda.
- Mantenga ordenado y aseado su puesto de trabajo.
- Trabaje con ropa ajustada al cuerpo, sin joyas y si tiene cabello largo, recójalo.
- Use los equipos de protección personal indicados para su oficio.
- Si su oficio requiere cuchillas, ganchos o tijeras, llévelos en su estuche.
- No fume dentro de las instalaciones de la compañía.
- Todo riesgo o peligro que observe en su lugar de trabajo, en las maquinarias o equipos, infórmelo al supervisor o a un miembro del comité de seguridad.
- No juegue durante su tiempo de trabajo.
- No realice esfuerzos superiores a sus capacidades.
- Los interruptores eléctricos deben accionarse con la mano izquierda, de tal manera que su cuerpo no quede frente a ellos.
- No desempeñe oficios que no se le han autorizado o en los cuales no ha recibido instrucción.

 Tiene por objeto dar un adelgazamiento a la masa de fibras, hasta convertir la cinta de manuar en una mecha o pabilo, con una pequeña torsión para que resista la envoltura y manipulación en el proceso siguiente.
Tiene por objeto dar un adelgazamiento a la masa de fibras, hasta convertir la cinta de manuar en una mecha o pabilo, con una pequeña torsión para que resista la envoltura y manipulación en el proceso siguiente.En la mechera se cumplen las siguientes funciones:
Cada puesto de trabajo es alimentado con una cinta proveniente de manuares.
Se da un estiraje al material formando una delgada cinta.
Se le da una ligera torsión a la delgada cinta formando una mecha o pabilo.
La mecha o pabilo es depositado sobre una carreta plástica, formando un paquete de
forma especial.
La torsión es insertada en el pabilo estirado para darle resistencia. En una cinta hay
suficiente masa de fibras para que estas permanezcan juntas sin necesidad de dar torsión.
El retorcido del pabilo distribuye las fibras en un ligero ordenamiento en forma de espiral,
para permitir que ellas se adhieran entre sí. La torsión que se da al pabilo debe de ser la
suficiente para que éste se envuelva fácilmente en la carreta y para que luego se
desenvuelva sin problemas cuando se alimente a la hiladora.
El exceso de torsión disminuye la productividad de la mechera y causa trastornos durante el
estiraje en la hiladora. Es por eso que la cantidad de torsión a insertar en una mecha debe
ser cuidadosamente evaluada.
Formación del paquete
• Formación de capas: El pabilo debe ser colocado sobre la carreta, cuidadosa y
uniformemente durante la formación del paquete. La máquina coloca las espiras de
pabilo lado a lado, vertical y horizontalmente. La dirección vertical forma una serie
de espiras y la horizontal una serie de capas.
• Envoltura: El pabilo debe ser envuelto sobre la carreta a una rata de velocidad de
manera que, no tenga ni mucha tensión ni quede muy flojo. Un paquete bien
envuelto es aquel que tiene la densidad deseada, es decir que no esté ni muy tenso ni
muy flojo en su movimiento desde el cilindro frontal a través de la volante y sobre
la carreta. Para obtener una buena envoltura, la máquina debe estar ajustada para
dar una tensión correcta y constante a medida que cambia el diámetro del paquete
con cada capa de pabilo que se agrega.
• Construcción de la envoltura: Como capas sucesivas de pabilo son envueltas sobre
la carreta, el número de espiras por capa disminuye gradualmente en la parte
superior e inferior de la carreta con el fin de dar cierta conicidad al paquete. La
construcción cónica de la envoltura está estrictamente asociada con la operación de
formación de capas. La mechera tiene un mecanismo de construcción de envoltura
que hace posible darle al paquete una forma apropiada para que resista el manejo.
Otro propósito de la construcción de la envoltura, es colocar la mayor cantidad de
pabilo sobre la carreta sin que ocasione problemas en la saca, transporte, atril y
alimentación en las continuas de hilar.
El paquete de pabilo tiene dimensiones determinadas de acuerdo al formato de la máquina.
Las más comunes son 10 x 5”, 12 x 5 ½ “, 14 x 6 ½ “. Donde el primer número indica la
longitud y el segundo el diámetro del paquete.
Una mechera normalmente tiene 96 ó 108 puestos de trabajo y cuando se produce un
trastorno en alguno de ellos es necesario detener la marcha de toda la máquina.
Cuando se produce un reviente de la mecha en algún puesto de trabajo ésta es succionada
por una corriente de aire que actúa mientras se detiene la máquina. Estas fibras
succionadas son llevadas a una cámara especial donde se recolectan y luego se extraen
como subproducto, el cual es conocido como Pneumafil. Este se considera de alta calidad y
es reprocesado nuevamente mezclándolo con algodón de paca.
Partes de la Maquina.
Zinser 660
Portalámparas de señales: ubicado en la parte delantera de la maquina sobre el tablero de mando, esta conformado por 4 luces de diferente color así.
Luz blanca: paro trasero.
Luz verde: paro delantero.
Luz roja: faltan 200 m para la saca.
Luz amarilla: ya se hizo la saca.
Tubos de succión: ubicados debajo de la zona de estiraje, se encargan de succionar el pneumastop y llevarlo al deposito de pneumastop, el cual esta ubicado en la cola de la maquina.
Estación de botones: ubicado en la parte delantera de la maquina, en este se encuentra el contador y los botones operacionales de la maquina.
Zona de estiraje: ubicado en la superior de la maquina, esta conformada por tres varillas ranuradas que giran a diferentes velocidades para producir el estiraje.
Brazo pendular: fomado por tres cilindros con cubierta de caucho que hacen presión sobre las varillas para producir el estiraje.
Porta bolsas: formado por una banda de caucho y un cilindro.
Clips: pieza plástica se encuentra en la zona de estiraje y sirve con tope para dar el titulo del pabilo, son cambiables y de diferente color dependiendo del titulo que se requiera.
Tornafil: ubicado en la parte superior de la volante, tiene estrías internas para generar torsión.
Volante: es la parte encargada de hacer la envoltura del pabilo sobre la carreta.
Huso: sistema de engranaje de las carretas, todos giran a la vez en el sentido de las manecillas del reloj.
Carro porta husos: esta ubicado en la parte inferior de la maquina, tiene movimiento vertical para dar una buena envoltura al pabilo.
Sistema de conos: ubicado en la parte trasera de la maquina, conformado por dos conos y una banda los cuales se encargan de darle la conicidad al paquete de pabilo.
Crell o bastidor: formado por la zona de alimentación.
Funciones del Operario.
Revisar contador:
Éste se encuentra en la cabeza de la máquina y en él se encuentran las letras A, B y C, que significan:
La letra A, indica turno 10.
La letra B, indica turno 4.
La letra C, indica turno 8.
El contador marca la cantidad de producción de la máquina en su respectivo turno.
Para cambiar el contador de A a B, de B a C y de C a A en Mecheras Zinser hale la perilla y gírela en el sentido de las manecillas del reloj.
Corregir reviente: Cuando una de las máquinas del contrato pare, observe la zona de luces indicadoras de paro. Después de identificar la zona donde está el reviente, diríjase hasta allí.
Corregir reviente delantero o de carreta: Si la luz indicadora del reviente lo muestra en la parte delantera, diríjase a esta zona hasta ubicar el lugar exacto del mismo. Dirija la mano hasta la estación de botones más cercana y oprima intermitentemente el botón blanco hasta lograr la posición correcta de las volantes.
Con ambas manos, limpie las volantes alrededor del reviente. Gire la carreta con una mano y con la otra tome el extremo del pabilo y hálelo hasta retirar un metro aproximadamente, luego coloque el extremo del pabilo entre las palmas de las manos y con dos movimientos de frotación torsiones la mecha para facilitar el enhebrado.
Con una mano tome la mecha por el extremo y con la otra, tome el cuerpo de la mecha; con ambas manos y con un movimiento de arriba hacia a abajo, introdúzcala en el canal de la volante. Con la mano derecha inicie tres vueltas en el plegador en el sentido de giro de las agujas del reloj.
Con la mano izquierda, pase la mecha por la parte trasera del tornafil y luego pase el extremo por el orificio de la parte delantera.
Tome el extremo de la mecha con una mano y mida la distancia hasta la primera varilla de la zona de estiraje. Con la otra mano reviente el pabilo sobrante, depositando luego el desperdicio en el lugar indicado.
Coloque el pabilo entre las palmas de las manos para darle un poco de torsión.
Tome el pabilo con una mano y acérquelo hasta el haz de fibras suspendido en el mecanismo de succión de la máquina, luego, imprímale un giro con los dedos y asegúrese que el empalme cumpla con los requisitos de calidad.
Dirija la mano a la estación de mando más cercana y oprima el botón verde para poner la máquina en marcha.
Corregir enredo en zona de estiraje: Cuando el enredo se presenta en esta zona, levante con una mano la cubierta de la misma y con la otra tome el brazo pendular.
Libere la zona de estiraje, retirando la presión del brazo; con ambas manos, retire los cilindros de caucho.
Sosteniendo en una mano los cilindros, retire el enredo y con ambas manos coloque los cilindros en su lugar.
Con una mano baje el brazo pendular y con la otra baje la cubierta y colóquela en su posición.
Dirija la mano a la estación de botones más cercana y ponga la maquina en funcionamiento.
Corregir reviente trasero o de bastidor: Si la luz indica que el reviente está en la parte trasera, diríjase hasta la parte lateral del bastidor, mire y ubique el lugar exacto donde se encuentra la cinta caída; luego, diríjase por la parte central del bastidor, tome la punta de la cinta reventada, pásela por las varillas y llévela hasta el lugar donde se encuentra el otro extremo de la cinta reventada.
Luego proceda a empalmar de la siguiente forma:
-Con las manos, abra las fibras de cada uno de los extremos de la cinta reventada.
-Con los dedos índice y pulgar, retire las fibras de la parte central, de modo que cada extremo quede dispuesto en forma de “U”.
Entrelace la extremos uno con otro.
Coloque el empate entre las palmas de las manos y dé un poco de torsión al empalme con un sólo movimiento de las mismas.
Después de corregido el reviente, ordene los botones y luego diríjase hasta la estación de botones más cercana para poner la máquina en marcha oprimiendo el botón verde.
Preparar máquina para la saca en Mecheras Zinser 660: En el momento en que se haya realizado la saca, se puede preparar para la próxima mudada.
De la zona de insumos obtenga un carro con carretas vacías y llévelo al extremo más cercano de la máquina, con cada mano coja una carreta y colóquela en la
mesa superior, entre la parte superior de las volantes con la base hacia adentro y así sucesivamente hasta terminar. Lleve el carro con carretas vacías a un lado de la máquina. Camine a la zona de carros vacíos, obtenga un carro y colóquelo a un lado de la máquina para empacar el pabilo.
Cuando observe la lámpara de color rojo encendida, estará indicando que faltan 200 metros para dar la saca y debe de estar la máquina ya preparada para ello.
Realizar saca o mudada en Mecheras Zinser 660: Espere que la máquina dé la saca automáticamente; coloque el carro vacío que está al lado de la máquina en posición para ser llenado. Con ambas manos, levante las cubiertas protectoras (arriba). Luego diríjase al tablero de mando y mire que el botón que indica “rejillas arriba” esté encendido; con ambas manos gire las volantes hasta que el plegador de las mismas del lado de afuera, quede al lado izquierdo; luego vuelva al tablero de mando y oprima la tecla de color naranja (automático) para que este dispositivo coloque hacia afuera las volantes.
Con cada mano tome un pabilo y échelo en el carro ordenadamente, así sucesivamente hasta terminar.
De la mesa superior y en cada mano, coja de a una carreta e introdúzcala en el huso y observe que quede bien asegurada en el piñón-carreta, realice este proceso hasta terminar, vuelva al tablero de mando y oprima de nuevo la tecla de color naranja (automático) para que la husada o carro inferior regrese a su posición inicial. Con el dedo índice oprima el botón de color negro pausadamente para obtener la reserva necesaria, para amarrar las mechas y colocar la volante en posición de fácil acceso. Proceda a amarrar las mechas; con el dedo índice y pulgar dé un poco de torsión a la punta de la mecha de arriba hacia abajo e introdúzcala en la pestaña de la carreta, con la mano gire la carreta de izquierda a derecha hasta tensionar la mecha; así sucesivamente hasta terminar de amarrar. Con ambas manos devuelva las cubiertas a su posición inicial, con el dedo índice oprima el botón de color negro para verificar que las mechas quedarán bien amarradas. Por último oprima el botón de color verde para poner la máquina en marcha. Lleve el carro con material a la zona de almacenamiento mientras las máquinas estén trabajando.
Corregir reviente delantero o de carreta en Mecheras Zinser 660 o: Si la luz indica que el reviente está en la parte delantera diríjase a esta zona hasta ubicar el lugar exacto del mismo. Dirija la mano hasta la estación de botones más cercana y oprima intermitentemente el botón de color negro hasta lograr la
posición correcta de las volantes. Con ambas manos levante la cubierta protectora y limpie las volantes alrededor del reviente. Gire la carreta con una mano mientras que con la otra, tome el extremo del pabilo y hálelo hasta retirar un metro aproximadamente, deposite el desperdicio en el delantal. Coloque el extremo del pabilo entre las palmas de sus manos y dé dos torsiones a la mecha para facilitar el enhebrado. Saque del delantal la aguja e introdúzcala por el orificio del volante, coja la punta de la mecha y fíjela a la aguja, hale ésta para que la mecha pase por el canal de la volante. Con una mano retire la aguja mientras que con la otra sostiene la punta de la mecha, coloque la aguja en su cuello y con las manos, dé un poco de torsión, tome la mecha y acérquela hasta el haz de fibras suspendida en el mecanismo de succión de la máquina, luego imprímale un giro con los dedos y asegúrese que el empalme cumpla los requisitos de calidad. Regrese la cubierta protectora a su posición inicial. Dirija la mano hasta la estación de botones más cercana y oprima el botón verde para poner la máquina en marcha.
Empacar el pabilo o material: Antes de empacar el pabilo, observe que el carro transportador esté completamente limpio de carretas y desperdicios.
Con ambas manos, recoja uno a uno los paquetes que se encuentren encima de las cubiertas de la máquina y colóquelos ordenadamente en el carro transportador, luego lleve el carro con el material a la zona de almacenamiento.
Patrullar contrato:
1. Observar que la cinta no se esté repelando: En caso de que la cinta se esté repelando, diríjase a la zona de bastidor, ubique el bote y con ambas manos sacúdalo y corrija la cinta hasta que quede uniforme.
2. Verificar que no haya cinta delgada: Si localiza una cinta delgada, retire el bote y la carreta con pabilo; de la zona de materia prima, traiga un bote lleno y colóquelo en el lugar del bote retirado.
3. Verificar que no haya cinta con fantasía:
4. Asegurar que no haya dos o más pabilos enrollados en una sola carreta (interferencia): Retire de la carreta el pabilo doble y empátelo de nuevo. 5. Limpiar palos: A la hora indicada, limpie los palos de la siguiente forma: Con la máquina en movimiento, baje las trompetas de succión con ambas manos, con las yemas de los dedos, gire hacia adelante el palo limpiador y retire las motas, después con ambas manos posicione las trompetas de succión y así sucesivamente, hasta terminar la limpieza.
6. Limpiar pneumastop: En la cola de la máquina, se encuentra el gabinete de succión; para la limpieza, hale con las manos las tapas, después con la mano derecha, saque el desperdicio y échelo al bote destinado para este fin y cierre las tapas del gabinete. Esta limpieza, debe hacerse con la frecuencia establecida en el programa.
Material Entrante.
El material entrante de la mechera es la cinta proveniente de la estiradora o de la peinadora, la cual debe cumplir los siguientes requisitos.
1. Peso determinado 70GN/ yarda.
2. Que no tenga tramos gruesos ni delgados.
3. Que no este repelada.
4. Que no este sucia ni contaminada.
Esta cinta viene en botes de 24 pulgadas de diámetro por 43 pulgadas de altura, y tiene una capacidad de 4200m de cinta.
Material Saliente.
El material saliente de la mechera es un pabilo con un titulo determinado ( Ne). Este pabilo se enrolla en una carreta plástica, la cual mide 395 mm de longitud y 61 mm de diámetro. La carreta tiene estrías en la base para la tracción y una pestaña para asegurar la punta del pabilo, las carretas tienen diferente divisa para diferenciar el titulo. A cada carreta le caben 2200 m de pabilo 1 Ne.
Subproducto.
El subproducto de la mechera es el pneumastop y el desperdicio de los revientes y enredos.
Divisas.
Divisas para Mecheras Zinser:
Para la mezcla: 051; Pabilo: 0.70; Carreta: Amarilla, azul, negro, roja y verde.
Para la mezcla: 051; Pabilo: 1.00; Carreta: Blanca.
Problemas y Soluciones.
1. Banda superior o inferior en mal estado o faltante: En el gabinete del mecánico se encuentran estos repuestos para proceder a realizar los respectivos cambios.
2. Cilindros malos o faltantes: Realice los respectivos cambios.
3. Cinta con fantasía: Retire el bote con fantasía y reemplácelo por otro nuevo. Retire el pabilo con fantasía o coloque una vacía.
4. Cinta delgada: localice el bote con este defecto, retire la cantidad de cinta delgada y luego camine hasta la carreta y retire la cantidad de pabilo defectuoso.
Chequeos.
Al pabilo de mecheras se le hace un chequeo para verificar el titulo, para este chequeo se toma una muestra de 21 yarda de pabilo.
Definicion de terminos.
- Automático: Sistema que opera cuando hay un problema en la máquina.
- Bastidor: Soporte guía para la cinta.
- Brazo pendular: Mecanismo para regular el estiraje.
- Bote: Tarro para el almacenamiento de cinta.
- Carreta: Bobina para envolver el pabilo.
- Cilindro: Rodillo componente de la zona de estiraje.
- Cinta: Materia prima para alimentar Mecheras.
- Clips: Elemento que sirve para el control de la fibra.
- Huso: Instrumento que sirve para hilar.
- Interruptor: Botón que sirve para interrumpir la continuidad de la corriente eléctrica.
- Pabilo: Mecha con torsión.
- Palo limpiador: Colector de fibras.
- Pedal: Elemento de la bomba con líquido para frenos (Hidráulico).
- Pneumastop: Desperdicio producido por la transformación del material.
- Porta-bolsa: Provisto de un cilindro metálico, dos bandas y un clip.
- Trompeta: Tubo de succión.
- Volante: Mecanismo que facilita la envoltura y torsión del pabilo o mecha.
NORMAS DE SEGURIDAD.
Equipo de proteccion Personal.
El operario de Mecheras cuenta con los siguientes elementos de protección personal para evitar posibles lesiones:
Respiradores deshechables o narigueras: De uso indispensable en el salón de Mecheras debido a la constante limpieza sobre la máquina con mangueras, escobillones, sacudidor, roll-picker, etc.; esto hace que el ambiente permanezca contaminado con polvo de algodón y basura adherida al material.
Si no se usan los protectores respiratorios, todos estos sobrantes de polvo de algodón que permanece en el aire se inhalan fácilmente por boca y nariz produciendo enfermedades respiratorias graves tales como la BISINOSIS.
Protección Auditiva: Existen varios tipos de protectores auditivos.
El ruido existente en el salón de Mecheras hace necesario el uso de alguno de ellos, evitando así daños irreversibles en el órgano auditivo.
Estuche para cuchilla: La cuchilla puesto que es un implemento cortopunzante, es indispensable que se mantenga en su estuche.
Gafas protectoras: Si se tiene problemas de irritación visual o cualquier otro problema por el ambiente del salón, es necesario que se usen las gafas protectoras.
Normas Especificas Del Proceso.
Durante la operación de mecheras es necesario tener en cuenta las siguientes normas de seguridad:
1. No acerque las manos a las volantes con máquina en movimiento.
2. No se pare en el carro para alcanzar objetos.
3. Al utilizar la cuchilla para sacar enredos debe tener cuidado, no corte el enredo hacia su cuerpo puesto que se puede herir o cortar fácilmente.
4. Antes de poner la máquina en funcionamiento se deben colocar todas las cubiertas protectoras.
5. Cuando observe alguna falla mecánica o eléctrica no la repare usted, avise al mecánico o Supervisor.
6. Al prender la Mechera verifique que no haya objetos dentro de las volantes.
7. Tenga mucho cuidado al pasar cerca de volantes, poleas y bandas descubiertas de las Mecheras.
8. Haga uso adecuado de los carros transportadores ya que si se echan demasiados paquetes o pabilos en el carro transportador, éstos pueden caer, ocasionar un accidente y deteriorar la materia prima.
9. No use delantales en mal estado (bolsillos rotos o desprendidos, tiras demasiado largas o mal amarradas).
10. Al empatar un reviente de estiraje, tenga cuidado que el palo frontal o limpiador no se caiga y que la tapa se sostenga en la parte de arriba.
11. Al manejar el carro transportador empuje hacia adelante, no hale ya que se puede accidentar fácilmente.
12. No abra la caja de piñonería con máquina en movimiento y/o parada, el mecánico es la única persona que debe hacerlo.
13. Neutralice la máquina cuando esté sacando la producción.
14. Cuando saque la producción fíjese que las volantes queden bien colocadas sobre los husos.
15. Evite que las carretas caigan al piso.
16. Al poner en funcionamiento la Mechera observe que no haya ninguna persona trabajando en ella.
17. No utilice carros transportadores en mal estado.
18. No utilice carretas en mal estado, sepárelas y deposítelas en el recipiente destinado para tal fin.
Normas Generales de Comportamiento.
1. Todo accidente por leve que sea debe ser informado inmediatamente al Supervisor.
2. No retire las guardas de seguridad con la máquina en movimiento.
3. No opere maquinaria o equipo que no conozca.
4. El mecánico es quien debe reparar su máquina.
5. Al subir o bajar escaleras, hágalo siempre de frente a ellas, nunca dándoles la espalda.
6. Mantenga aseado y ordenado su puesto de trabajo.
7. Evite el uso de mangas largas, ropa ancha, camisas por fuera, joyas y pelo largo suelto.
8. Use los equipos de protección personal indicados para su oficio.
9. Si su trabajo requiere de cuchillos, ganchos o tijeras, llévelas siempre en su respectivo estuche.
10. No tape los equipos contra incendios tales como: Hidrantes, gabinetes, extintores y salidas de emergencia.
11. Lleve siempre consigo los documentos de identificación (cédula, tarjeta del ISS).
12. No haga reparaciones eléctricas, informe inmediatamente al supervisor o al departamento eléctrico.
13. Utilice únicamente herramientas en buen estado.
14. Informe al supervisor o un miembro del comité de seguridad los riesgos que observe en su lugar de trabajo, en las máquinas o equipos.
15. Evite los juegos y charlas en su puesto de trabajo.
16. Seque los regueros de aceite y los charcos de agua en el piso.
17. En caso de incendio avise inmediatamente a la brigada.
18. Evite el uso de relojes, anillos, pulseras, cadenas.
19. Evite desempeñar oficios que no se le han autorizado o de los cuales no tenga el respectivo entrenamiento.
Flujo de mechera
 HILADORAS
HILADORAS
En éstas máquinas se obtienen los hilos propiamente dichos. Hay varios tipos de hiladoras,
pero las universalmente conocidas son la hiladora de anillos y la hiladora por rotor.
9. HILADORA DE ANILLOS

Objetivo.
Transformar el pabilo en hilo mediante estiramiento y torsión, para entregarlo al cliente interno cumpliendo los requisitos especificados según el tipo de tela.
Hiladora Ingolstadt.
Partes principales:
1- Flujo del hilo
2- Brazo pendular
3- Zona de estiraje
4- Guía hilo
5- Bobina
6- Viajero
7- Anillo
8- Base bobina
9- Freno
10-Huso
11-Flauta
Partes de la Maquina.
Hiladora Ingolstadt: Compuesta por 476 husos (las cortas) y 572 (las largas). Su sistema de rodamiento es por medio de un motor principal y una banda tangencial que se encarga de hacer girar uniformemente toda la husada; lleva un gabinete en la parte superior de la cola donde se encuentran todos los sistemas de mando, las protecciones y el selector automático.
Las hiladoras Ingolstadt llevan una torre de pilotos o señales que indican cuándo las hiladoras van a dar saca y cuándo baja el riel de anillos; la bobina que se utiliza para estas hiladoras es corta.
Mesas o canoas: Ubicadas en la parte superior de las hiladoras, se utilizan para almacenar el pabilo.
Porta - pabilo: Ubicado debajo de las mesas o canoas, su función es sostener el pabilo y permitir que se desenvuelva para alimentar la zona de estiraje a través de las trompetas
Trompetas guía - pabilo: Ubicadas detrás del tren de estiraje y sujetas a una platina; su función es llevar el pabilo hacia la zona de estiraje. La platina tiene recorrido en vaivén para que el pabilo cambie de recorrido y las bandas duren más.
Zona de estiraje: Ubicada debajo de las trompetas está compuesta por: tres varillas metálicas, la del centro posee bandas inferiores; un brazo pendular con tres pares de cilindros, el delantero y trasero con coberturas de caucho y el del centro metálico con bandas superiores (porta - bolsa). Su función consiste en darle estiraje al pabilo hasta convertirlo en hilo; de las tres varillas metálicas, la primera es denominada front – roll.
Flautas: Ubicadas debajo de la varilla metálica, su función es canalizar el material de los revientes a un depósito central.
Husos: Localizado sobre la caja o riel rebobinador. Su función es sostener y hacer girar la bobina para el devanado del hilo.
Gabinete pneumafil: Ubicado en la parte superior de la cola. Su función es recibir los desperdicios provenientes de las flautas.
Anillos y Viajeros: Ubicados sobre la caja o riel de anillos, sirve como sostén al viajero para que éste gire al rededor de la bobina; su función es dar forma y consistencia a la envoltura.
Separadores: Colocados a lo largo del riel de anillos. Su función es evitar roces y enredos en el hilo.
Linterna (Máquina Sacolowell): Localizada en la parte inferior de la máquina. Su función es hacer girar por medio de reatas la husada completa de la máquina.
Tableros de controles: Ubicados en la cabeza y cola de la máquina.
Frenos: Ubicados en la parte inferior de la maquina, el operario lo acciona con la rodilla para hacer los empalmes.
Patrullar contrato: En éste el operario debe tener en cuenta:
En zona de bastidor: Observe si el desenvolvimiento del pabilo en la carreta es el correcto; si el pabilo tiene las características indicadas como título, mezcla y divisas.
En zona de estiraje: Observe si hay enredo en los cilindros o borra que se pueda adherir al material y producir defectos; observe además el estado de los cilindros, si hay enredos en las varillas metálicas y si hay flautas obstruidas.
Patrullaje Inicial: Para cumplir con este punto y mantener el contrato parejo haga lo siguiente.
a. Desbasure los depósitos de Pneumafil, y al mismo tiempo, observe el número de carretas por cambiar y aísle los puestos que presenten enredos en la zona de estiraje.
b. Si las hiladoras tienen uno o más enredos en la zona de estiraje por máquina, haga un patrullaje aislando los enredos, levantando los brazos pendulares y colocando correctamente los pabilos en la boquilla del sistema de succión.
c. Luego empiece a patrullar el asignamiento observando en todos los casos ambos lados de la hiladora (patrullaje bilateral), corrija los revientes y cambie las carretas durante el patrullaje, aísle los enredos y déjelos pendientes para el siguiente patrullaje.
d. Inicie el siguiente patrullaje cruzándose hasta el lugar donde empezó el anterior y repita lo descrito en el literal c., corrigiendo los enredos aislados, uno por lado en cada patrullaje hasta lograr emparejar el contrato.
e. Cuando reciba el contrato con demasiadas carretas peladas, cambie máximo seis (6) por cada lado en cada patrullaje.
Empalmar reviente en zona de bastidor: Ubique el pabilo según ensarte estándar (hiladoras Ingolstadt).
Gire la carreta para encontrar la punta del pabilo y con la otra mano recupere unos 40 cms. de éste y páselo por detrás de la varilla guía-pabilo hasta la zona de estiraje.
Recupere el pabilo malo y reviéntelo manteniendo el sobrante del pabilo en la mano; agudice la punta del pabilo a insertar para facilitar el paso por la trompeta guía-pabilo, retire la obstrucción si es necesario y con una inserción menor a 5 cms, lleve la punta del pabilo a través de la trompeta guía-pabilo y espere a que éste pase a través de la zona de estiraje hasta las flautas.
Sacar enredo de varilla metálica trasera y delantera: Si dentro del patrullaje habitual encuentra un enredo en la varilla trasera o delantera, levante el brazo pendular y con las yemas de los dedos, retire el enredo, baje el brazo pendular.
NOTA: Cuando no es posible sacar el enredo con las yemas de los dedos, levante el brazo pendular e informe al mecánico.
Sacar enredo en el cilindro delantero: Levante el brazo pendular, retire el cilindro y con la yema de los dedos retire el enredo; coloque el cilindro en el brazo, bájelo y realice el empalme.
Cambiar carreta sin terminar: Cuando observe una carreta que le falte máximo 4 espiras (vueltas) por terminar, reviente el pabilo en un punto por encima de la varilla guía-pabilo y déjelo sobre ella.
Alcance la carreta y con un pequeño desplazamiento hacia arriba, libérela del porta-pabilo, guarde la carreta en el delantal, alcance la carreta llena que se encuentra sobre la mesa superior de la máquina y colóquela en el porta-pabilo.
Cambio de carreta terminada: Alcance la carreta y con un pequeño desplazamiento hacia arriba, libérela del porta-pabilo. Introduzca la carreta en el delantal, tome una carreta llena de la mesa superior de la máquina y colóquela en el porta-pabilo.
Pelar carreta: Tome la carreta y sosténgala por la base. Afloje el pabilo que hay en la carreta desplazándolo hacia la parte superior de la misma. Mantenga el desperdicio en la mano. Tome nuevamente la carreta por la parte inferior, afloje el pabilo que falta, retírelo de la carreta y deposítelo en el bote respectivo.
Deje la carreta en el respectivo recipiente.
Empalmar revientes en zona de estiraje: Con la rodilla haga presión sobre el freno del huso y cuando éste se detenga, tome la bobina con la mano, retírela del huso, sosténgala con la mano izquierda, y con la mano derecha, busque la punta del hilo en la envoltura de la bobina.
Tome dicha punta con dos dedos y tírela atrás del cuerpo unos 50 ó 60 centímetros o hale dos veces el hilo.
Luego introduzca la bobina nuevamente en el huso, pase el hilo por el viajero antibalón, el guía-hilo y por último, realice el empate por detrás del cilindro delantero.
Si encuentra en cada patrullaje un inactivo por mecánica, señálelo con una bobina en el soporte del palo limpiador.
Recolectar Pneumafil: En cada patrullaje retire el Pneumafil del depósito ubicado en la parte posterior de la máquina y deposítelo en el bote correspondiente presionándolo hacia el fondo (El patrullaje en ningún caso debe ser superior a 30 minutos).
Identificar inactivos por mecánica: Al momento de detectar un huso deficiente por mecánica, aísle el pabilo de la zona de estiraje, luego tome la bobina correspondiente al huso y ubíquela en el resorte del brazo pendular en forma vertical.
Activar y desactivar maquinaria por paros mayores o menores a 72 horas.
Paros inferiores a 72 horas:
Desactivar Maquinaria: Diríjase a la máquina, acérquese al tablero de controles, en la cabeza o cola de ésta, allí se encuentra un botón negro para activarla y un botón rojo para desactivarla. Asegúrese que el carro de anillos esté bajando e inmediatamente presione el botón rojo para desactivarlo.
Activar Maquinaria: Diríjase a la máquina, acérquese al tablero de controles, en la cabeza o cola de ésta, si se encuentra en condiciones de trabajo, presione el botón negro; si no, corrija las anomalías y actívela.
Paros superiores a 72 horas:
Desactivar la maquinaria: Diríjase a la máquina, acérquese al tablero de controles, espere que el carro de anillos esté bajando y oprima inmediatamente el botón rojo, luego levante la presión de cada uno de los brazos pendulares, con el fin de que los cilindros no sufran deterioro y la calidad no se vea afectada por tramos gruesos o delgados cuando se active de nuevo la máquina
Activar Maquinaria: Diríjase a la máquina, acérquese al tablero de controles, si la máquina está sucia, ponga a trabajar el equipo soplador y déjelo dar varios recorridos hasta que ésta quede limpia; luego oprima el botón negro, baje la presión de cada uno de los brazos pendulares y eche la reserva a cada huso, hasta que empareje totalmente la máquina.
Material Entrante.
El material entrante de la hiladora es el pabilo de las mecheras, este pabilo tiene un titulo determinado. Este pabilo viene en carretas plasticas de diferentes colores para diferenciar el titulo o la mezcla del material.
Materia Saliente.
El material saliente de la hiladora es hilo de un titulo determinado (Ne) y una torsión definida.este hilo se envuelve en bobinas con diferentes divisas para separar los diferentes titulos. La bobina pesa 42g y mide 240 mm, el material pesa aproximadamente 106.5g ya que no todas las bobinas salen iguales, por que cuando hay un reviente la hiladora no para.
Subproducto.
El subproducto que genera la hiladora es el pneumafil, que es el desperdicio del pabilo generado por revientes y enredos.
Chequeos.
El chequeo que se le hace al hilo es para verificar el titulo del hilo.
Para este chequeo se toma una muestra de 120 yardas y se pesa en una bascula
en gramos, para esto hay una constante que es: 648
Definicion de Terminos.
Clips: Elemento que controla las fibras
Flauta: Elemento de succión constante que permite canalizar el material de los revientes a un deposito central.
Huso: Parte de la máquina donde se depositan las bobinas para la envoltura del hilo
Linterna: Eje rotario de la máquina que transmite movimientos a husos y demás mecanismos (máquinas Saco lowell).
Pneumafil: Desperdicio del pabilo.
Reatas: Correas que mueven la husada (máquinas Saco lowell).
Saca: Operación que se ejecuta cuando la máquina termina de llenar la bobina.
Viajero: Elemento pequeño que va montado en el anillo para dar tensión y torsión al hilo y controlar sus espirales.
Equipos de Proteccion Personal.
1. Protectores auditivos: Utilizar continuamente debido a que el ruido constante de la máquina puede producir daños irreversibles en el oído.
2. Nariguera: Es indispensable portarla debido a que muchas de las fibras de material quedan volátiles en el medio ambiente.
Normas de seguridad.
- No utilice cuchillo para pelar carretas, hágalo manualmente.
- No monte reatas en la polea, avise al supervisor.
- Para hacer empates en el hilo, detenga el huso con el freno de rodilla.
- Mantenga las manos limpias de aceite o grasa.
- Si la bobina no sale del huso fácilmente, con la rodilla frene el huso y hálela con un golpe seco hacia arriba sin dañar el hilo y la bobina.
- Separe las bobinas o carretas defectuosas que puedan ocasionar accidentes o mala calidad. Informe al supervisor.
- No realice actividades como la limpieza de la parte interna de la máquina, reparaciones eléctricas ó mecánicas.
- No introduzca los dedos entre los anillos y la bobina para limpiar el viajero; si requiere hacer esta operación, con la rodilla frene el huso y retire la bobina, luego pare el viajero y quítele el enredo.
- Al bajar un pabilo, asegúrese de que no se caigan los demás.
No arroje desperdicios o carretas al piso.
- Deposite en el respectivo bote las carretas vacías.
- Por ningún motivo levante las cubiertas de la piñonería.
- Manténgase alejado de las partes giratorias de las hiladoras.
- No coloque ningún objeto en las partes inferiores o exteriores de la máquina.
- Al limpiar el ducto del pneumafil, observe que el ventilador no esté descubierto y que la malla no esté defectuosa.
Normas Generales de Compiortamiento.
- Lleve siempre consigo los documentos de identificación personal (cédula de ciudadanía, carné de la A.R.P. y E.P.S).
- Respete los avisos de los mecánicos, electricistas y lubricadores, en el sentido de "No operar la máquina" cuando ellos la tengan bajo su cuidado.
- Cuando vaya a trabajar en máquinas que tienen piñones, cilindros, cadenas, bandas y poleas, verifique que las cubiertas y protectores estén puestos.
- Informe al supervisor todo accidente por leve que sea
- Al subir o bajar escaleras, hágalo siempre de frente nunca dando la espalda.
- Mantenga ordenado y aseado su puesto de trabajo.
- Trabaje con ropa ajustada al cuerpo, sin joyas y si tiene cabello largo, recójalo.
- Use los equipos de protección personal indicados para su oficio.
- Si su oficio requiere cuchillas, ganchos o tijeras, llévelos en su estuche.
- No fume dentro de las instalaciones de la compañía.
- Todo riesgo o peligro que observe en su lugar de trabajo, en las maquinarias o equipos, infórmelo al supervisor o a un miembro del comité de seguridad.
- Evite los juegos durante su tiempo de trabajo.
- No realice esfuerzos superiores a sus capacidades.
- Los interruptores eléctricos deben accionarse con la mano izquierda, de tal manera que su cuerpo no quede frente a ellos.
- No desempeñe oficios que no se le han autorizado o en los cuales no ha recibido instrucción.
- No retire los envases de los bares.
- Los equipos contra incendio tales como hidrantes, gabinetes, extintores y salidas de emergencia, deben permanecer siempre despejados.
Flujo de hiladora de anillos. 10. HILADORA POR ROTOR O HILADORA OPEN END.
10. HILADORA POR ROTOR O HILADORA OPEN END.
Objetivo
El objetivo de la hiladora a rotor es, mediante el estiraje de una cinta de 83GN producir un hilo que cumpla con un titulo y peso determinado.
Partes principales.
1- Caja de disgregador
2- Rotor
3- Cilindro alimentador
4- Guía cinta
5- Canal de fibras
6- Tapa
7- Boquilla
Partes de la Maquina.
La hiladora a rotor. Está compuesta por:
5 motores que cumplen las siguientes funciones:
M 1 o motor principal, este mueve los rotores, los guía hilos, tensión y torsión, la caja de alimentación y toda la cabeza de la maquina.
M 2 este motor mueve el sistema de succión y el motor generador, que esta ubicado en la cola de la maquina.
M 3 este motor mueve la caja de los disgregadores.
M 4 este motor mueve el sistema de limpieza, y acciona el movimiento de los husos.
M 5 este motor mueve la banda que saca la producción, y esta ubicado en la cola de la maquina.
Condensador: Este se encarga de alimentar al disgregador o cardina.
Disgregador o cardina: Es un cilindro pequeño cubierto por finas púas, el cual se encarga de desprender las fibras de la cinta y entregarlas al canal de fibras y luego pasan al rotor.
Rotor: Es una pieza metálica pequeña, con una cuna interna donde se forma el hilo, el titulo del hilo se gradúa de acuerdo a la velocidad del condensador o cilindro de alimentación.
Corolab o purgador: Sistema encargado de evitar que pasen tramos gruesos o delgados en el hilo.
La unidad de accionamiento: En la unidad de accionamiento se encuentran unificados todos los accionamientos para las cajas de hilatura y cajas de bobinado de ambos lados de la máquina.
Secciones o puestos de trabajo: La sección es una unidad de montaje completa con veinticuatro cajas de hilatura y cajas de bobinado y contiene las partes que pasan a lo largo de la sección.
Unidad final: Dispositivo de aspiración o de aire". Es ahí donde se genera la aspiración de la hiladora.
Empalmador: El carro de comenzar a hilar atiende todos los puestos de hilatura de la máquina, desplazándose sobre un riel, esta hiladora tienen dos empalmadores, uno a cada lado.El carro de comenzar a hilar limpia la caja de hilatura, pone remedio a roturas de hilos y une el hilo a la bobina de arranque tras haber cambiado de bobina.
Cambiador de bobinas cruzadas: Cambia automáticamente bobinas cruzadas llenas por bobinas de arranque.
Cuando el cambiador detecta que una bobina cruzada ha alcanzado el diámetro preestablecido, se para en este puesto de hilatura, envía la bobina cruzada rodando a la cinta transportadora de bobinas del respectivo lado de la máquina y pone una bobina de arranque dentro del marco portabobinas.
Porta conos: Son los brazos encargados de sostener la baquela o cono.
Front roll: Es un cilindro que al girar permite la envoltura del hilo en la baquela, para poder formar el paquete de hilo.
Superestructura: Está formada por travesaños de aspiración, rieles de traslación para carro empalmador y carro cambiador, vía de traslación para cadena de arrastre y carro de cables.
Estación o dispositivo de arranque: El dispositivo de bobinado de arranque opera independiente del proceso de hilatura. El mismo enrolla un hilo de arranque, sobre los tubos de bobinas cruzadas a fin de que el carro de comenzar a hilar o empalmador, encuentre previamente tras el cambio de bobina cruzada, un hilo que pueda volver a comenzar a hilar.
Carro soplador: Está localizado en la parte de atrás del cambiador de bobinas cruzadas, unido a éste y haciendo el mismo recorrido del cambiador, va soplando puesto a puesto, dejando libre de borra los puestos de bobinado y de hilatura.
La hiladora es programada para diferentes títulos de hilos y es distinguida por diferentes divisas.
Funciones del Operario.
1. Recibir turno: Al llegar al salón, diríjase a las gavetas, colóquese la ropa de trabajo adecuada: Pantalón, camisa de manga corta y delantal. Tome sus equipos y herramientas: Escobillón, limpia reflectores, delantal, rascador para limpieza y tome los elementos de seguridad y protección personal: Nariguera y tapones para los oídos.
Diríjase al salón de hiladoras, al contrato asignado y haga el empalme de turno con el operario saliente. Entérese de los últimos cambios y problemas .
2. Inspeccionar contrato: Camine alrededor de cada máquina por una sola calle y observe detenidamente las irregularidades que se presentan o puedan presentarse para que las corrija oportunamente.
3. Cambio de bote vacío por lleno: Coja el bote terminado de cinta con ambas manos y retírelo a la zona demarcada, coja un bote lleno de los que hay situados en cada calle de las hiladoras, con ambas manos empújelo hacia adelante con cuidado procurando no dañar ni regar el material; llévelo al lugar demarcado para éste (observe que esté en buenas condiciones el material que contiene; antes de colocarlo realice la limpieza del puesto por cada bote de cinta que cambie o cuando el peinador esté pegado).
Luego coja la cinta del bote lleno con la mano derecha y con la mano izquierda déle una torsión en forma de punta a la cinta. Hale el condensador o boquilla que está situada en la parte inferior derecha del puesto hacia afuera, haciendo una pequeña presión sobre la tina de alimentación.
Luego con la mano derecha pase la punta de la cinta por el condensador y con la misma, haciendo un giro, empújelo hacia adentro para que éste quede en el lugar adecuado.
Con la mano derecha accione el botón de llamada del empalmador que está situado en la parte superior derecha del puesto y con la mano izquierda suba el automático situado cerca del anterior. De nuevo con la mano derecha oprima el interruptor o botón para apagar la señal luminosa con el fin de verificar si queda bien encintada.
Suba con la mano izquierda la palanca del freno que está localizada en la parte inferior izquierda del puesto, hale la compuerta del puesto con la mano derecha hacia abajo, dejando así abierto el puesto de hilatura.
Retirar con la mano derecha la tapa de seguridad localizada encima del peinador o disgregador; con esta misma, frene el peinador teniendo mucho cuidado, ya que éste trae unos dientes o guarnición girando a gran velocidad.
Con la mano derecha y con la misma tapa de seguridad retire el peinador haciendo presión al resorte laminado, luego pase el peinador a la mano izquierda y con la derecha y la tapa de seguridad, coloque el peinador en su sitio.
4. Limpiar el rotor: con el escobillón girándolo con la mano derecha. En caso de embotamiento retire el material que está adherido a éste, suba la compuerta del puesto con la mano derecha hasta que quede bien ajustada. Así queda limpio el puesto.
5. Predisponer hebra: Con ambas manos palpe el queso de hilo colocado en el marco porta-bobinas, busque la punta y desenrede la hebra; déjela de tal forma que pueda ser tomada por la tobera del carro de hilar.
6. Depositar desperdicios: deposite los desperdicios de cinta o de estopa en los recipientes indicados, que están localizados en la parte inicial de cada hiladora.
(El desperdicio de estopa no puede mezclarse con la cinta; éste será llevado a la bodega donde se encuentra todo el desperdicio de estopa).
7. Revisar y surtir núcleo en la estación: Cuando observe que las canastas de núcleos que están situadas al lateral izquierdo de la cabeza de la hiladora están muy vacías, diríjase con las canastas en una carreta al lugar de almacenamiento de núcleos que está situado en la bodega al frente de las cabezas de las hiladoras 15 y 16. Escoja los núcleos o baquelitas que necesita haciendo arrume de cajas por cada máquina; con las canastas llenas en la carreta diríjase a su contrato.
Empiece a coger núcleos de la canasta con ambas manos y a introducirlos a cada puesto del elevador oprimiendo con la mano derecha el pulsador o control de la canal hacia adentro o hacia fuera de acuerdo al diseño del elevador). No instalar en el elevador baquelitas picadas o en mal estado.
8. Revisar reserva: Cada vez que el cambiador llegue a la estación para ser despachado con núcleos, fíjese que cada núcleo lleve la reserva en cada extremo y que esté en buenas condiciones: que no esté pisada, que no sea muy larga ni muy corta ( 20 centímetros aproximadamente), que sea resistente y uniforme.
9. Revisar centrado del paquete de hilo donde se hace la reserva: Cuando empiece turno llegue a la estación y observe que el cono de hilo para hacer la reserva, tenga la divisa y el título adecuado a la máquina, observe si está terminado para cambiar cono y que no esté reventada la hebra.
10. Desbasurar: Diríjase al carro de hilar y con la mano derecha suba el interruptor de encendido localizado en la parte inferior izquierda del carro de hilar y déjelo en posición neutro o apagado; luego diríjase al lateral "A" final de la máquina, hale el brazo-guía hacía afuera, luego gire el seguro localizado cerca del brazo-guía a la izquierda y hálelo hacia afuera con la mano izquierda; dejando la compuerta en la mano.
Luego inclínese un poco, saque con la mano derecha el desperdicio de cascarilla y échelo al recipiente adecuado.
Luego con la mano izquierda tape la compuerta y déjela cerrada haciendo un giro hacia la derecha.
Diríjase al otro lado de la máquina y haga la operación anterior. Retire el desperdicio y deposítelo en el recipiente adecuado; cierre de nuevo la compuerta con el seguro.
Al terminar esta operación diríjase al lado inicial; sujetando el brazo-guía de desbasurar con ambas manos y con fuerza, desplácelo de nuevo hacia adentro.
Diríjase al carro de hilar y con la mano derecha baje el interruptor accionándolo de nuevo; quedando así la máquina desbasurada.
NOTA: La máquina se desbasura cuatro (4) veces en el turno con el fin de evitar revientes en cada puesto, lograr mejor calidad del hilo y garantizar la fuerza de la succión.
11. Mantener limpia y libre de motas de algodón la hiladora: Diríjase a cada puesto de la máquina y con ambas manos retire todas las motas de algodón de la cabeza de los clotch, corolab y de las varillas que hay debajo de éstos.
Luego diríjase a las rejillas de aireación localizadas en los laterales iniciales y finales de la máquina e inclinándose un poco y con un trapo o estopa, límpielas haciendo un movimiento de rotación para garantizar la aireación de los motores.
12. Revisar envoltura: Cuando esté patrullando fíjese que los paquetes de hilo no se descentren para que no salga el hilo picado. En caso de que se descentren, deje el puesto inactivo y de inmediato avise al supervisor.
13. Revisar la forma correcta de la posición de los botes: Cuando hay un cambio de bote, colóquelo en la posición correcta con el fin de evitar el roce del material, previniendo enredos y repelamiento de cinta.
14. Informar las anomalías del material alimentado: Diríjase alrededor de cada máquina por una sola calle, observe las alarmas del corolab el que indica anomalías en el material (delgado, grueso, sucio, enredado); si el material está delgado, grueso, etc., avise de inmediato al supervisor para que autorice retirarlo de las hiladoras y no sea trabajado.
15. Entregar turno: Antes de entregar turno debe tener el contrato organizado y esperar al operario que llega para comunicarle los problemas y cambios que se presentaron durante el turno.
Material Entrante.
El material entrante de la hiladora es cinta de algodón la cual viene en botes de 20 pulgadas de diámetro por 42 pulgadas de altura, estos botes tienen una capacidad de 2800, y debe reunir todos los requisitos de calidad necesarios para su función, para garantizar un hilo que cumpla con las especificaciones exigidas por los procesos posteriores (clientes).
Material Saliente.
El material saliente de la hiladora es un cono de hilo que cumpla con los requisitos y especificaciones de calidad exigidos por los procesos posteriores.
Este hilo debe ir libre de tramos gruesos y delgados, repelamientos y con envoltura perfecta, el hilo sale envuelto en quesos o paquetes de 3.2kg, y se almacena en estibas de 144 quesos, distribuidos en tendidos de 16 conos, y separados por cartones.
Subproducto.
Los sub productos de la hiladora son estopa, cinta y fly. La estopa y la cinta son generados por revientes y enredos, el fly son las partículas pequeñas de algodón.
Divisas.
Las divisas utilizadas en las hiladoras a rotor son las baquelas de diferentes colores, cada color corresponde a un titulo determinado.
También se utiliza la divisa de los botes, la cual es una cinta de colores que se le coloca a los botes para diferenciar el titulo de la cinta, y para saber para que maquina va.
Chequeos.
El chequeo que se le hace al hilo es para verificar el titulo del hilo.
Para este chequeo se toma una muestra de 120 yardas y se pesa en una bascula
en gramos, para esto hay una constante que es: 648
Definicion de terminos.
Open End: Sistema de hilatura a rotor.
Compresor o Condensador: Es el que guía la cinta de fibras a la caja de hilatura.
Peinador: Es el que disgrega la cinta en fibras sueltas y las transporta al canal de fibras.
Rotor: Es el elemento en el cual se agrupan la cantidad de fibras necesarias para formar el hilo mediante una torsión.
Bobinas de arranque: Núcleo o baquelita con hilo de reserva e hilo de arranque.
Hilo de reserva: Extremo que lleva la bobina de arranque y de éste depende la transferencia en el proceso siguiente.
Hilo de arranque: Terminación de enrollamiento de hilo en el centro de la bobina.
Estación de carga: Recibe las bobinas de arranque acabadas por el dispositivo preparador de tubos y la entrega al dispositivo cambiador.
Título: Hace referencia al calibre del hilo.
Moaré: Tramos gruesos periódicos de hilo.
Divisa: Color utilizado en la baquelita, o también en el bote de cinta.
Torsión: Vueltas que da el rotor en una longitud determinada (Torsión/metro, torsión/pulgada).
Boquilla: Tobera en loza, también las hay metálicas.
Motudo: Hilo con aspecto de fantasía que se destina para una referencia especial .
Recocha: Sobrados de hilo en las baquelitas.
Trama: Hilo que se entrelaza en forma transversal en la tela.
Urdimbre: Hilos que se disponen en forma longitudinal en la tela.
Produccion Esperada.
La producción de la máquina en Kilogramos/turno se calcula teniendo en cuenta la velocidad de la máquina (metros/minuto) y el título del hilo que está trabajando.
NORMAS DE SEGURIDAD
Equipos de protección personal
1. Narigueras: El equipo de protección personal es indispensable ya que las continuas limpiezas que se realizan en el salón, como también los residuos de material que quedan volátiles en el medio ambiente pueden provocar enfermedades pulmonares.
2. Protectores auditivos: Estos se deben colocar en forma permanente debido al ruido constante que presenta la maquinaria. El no portarlos podría provocar daños irreversibles en la audición.
Normas Especificas del Oficio.
- Informar al supervisor o al mecánico todas las anomalías que observe en su contrato de trabajo.
- Mantenga aseado y organizado su lugar de trabajo.
- Tener limpia y libre de obstáculos las rejillas de aireación.
- Para hacer reparaciones eléctricas o mecánicas hay personal especializado, informe al supervisor y el ordenará la solución.
- Al poner a funcionar la máquina observe que esté libre de objetos extraños y de personas.
- Saque los tacos o enredos, solamente cuando la máquina este parada.
- Tenga cuidado con la piñonería y ejes en movimiento.
- Utilice los equipos y herramientas destinados para el oficio.
- Use prendas ajustadas a su cuerpo, para evitar enredos con las bandas en movimientos.
- No deje los implementos de trabajo en sitios no aptos para ello, utilice el delantal.
Normas Generales de Comportamiento.
- No fumar.
- El aseo y el orden son fundamentales para su seguridad.
- No haga bromas ni juegos de manos en su lugar de trabajo, causan accidentes.
- Los equipos contra incendios tales como: Gabinetes, hidrantes, extintores y salidas de emergencia deben permanecer siempre despejados.
- Si encuentra manchas de aceite, grasa en el piso, debe limpiarlas o informar antes que ocurra un accidente.
-
- No es recomendable usar trajes holgados, camisas por fuera, mangas largas, anillos y relojes puede ser peligroso.
- No intentar hacer reparaciones eléctricas ni mecánicas "avise al supervisor".
Fliujo Hiladora Open End
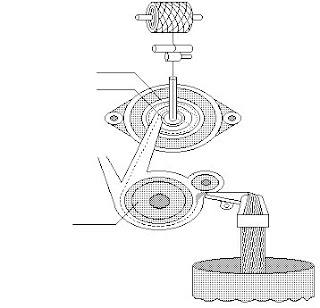 DIFERENCIAS ENTRE LOS HILADOS DE ANILLO Y LOS HILADOS OPEN
DIFERENCIAS ENTRE LOS HILADOS DE ANILLO Y LOS HILADOS OPEN
END
Ventajas de los hilos open end:
Tienen mejores valores de irregularidad
Tienen mayor elongación
Tienen menos partes gruesas y delgadas.
Tienen menos empalmes por bobina.
Tienen menos impurezas que un hilo cardado de igual calidad.
Son más voluminosos.
Tienen mayor resistencia a la fricción.
Desventajas:
Son menos resistentes a la tracción.
Tienen una estructura muy diferente a la de los hilos de anillo.
El aspecto no es tan agradable como el de los hilos de anillo.
No se pueden obtener hilos tan finos (delgados) como en los hilos de anillo.
El proceso open end tiene una alta exigencia en los equipos de apertura y limpieza,
cardas y manuares.
También tiene alta exigencia técnica y tecnológica en la máquina de hilar a rotores que
se use.
11. DOBLADORA.  Objetivo.
Objetivo.
El objetivo de la dobladora es unir dos hilos simples, uno al lado del otro con la misma tensión.
Partes Principales.
1 - Tensor de hilo.
2 - Guía hilo.
3 - Percha.
4 - Taco doblado.
5 - Front Roll.
6 - Brazo superior.
7 - Automático.
8 - Creell.
Partes de la Maquina.
Porta conos: ubicado en la parte inferior de la maquina, es donde van los conos del hilo sencillo.
Guía hilos: Son ganchos encargados de guiar los hilos, también hay guía hilos de cerámica.
Pesas de tensión: Son arandelas de diferente color y peso dependiendo de la tensión que se requiera.
Porta tacos Front roll Pesas de tensión
Automáticos de paro: Son dispositivos que hacen que la maquina pare cuando se produce un reviente, se mantienen activados con la tensión del hilo.
Purgador: E encargado de atrapar motas o tacos de hilo.
Carro transportador: Encargado de darle una envoltura ordenada al taco.
Porta taco: Encargado de sostener el taco sobre el front roll, para poder permitir la envoltura.
Front roll: Es el eje principal de la maquina, al girar permite la envoltura del cono o paquete. Ver foto.
Front roll
Porta tacos
Porta paquete: Ubicado en la parte superior de la maquina, en este se colocan los paquetes terminados. El material entrante de la dobladora, son los conos con hilo que provienen de las envolvedoras Autoconer.y de otras factorías; este último debe ser desempacado y colocado en carros de chuzos, para ser revisado en la luz negra con el fin de detectar cualquier anomalía.
Funciones de el Operario.
Hacer el patrullaje inicial: Observe el estado de la máquina, la producción y el título de hilo que se está trabajando; cualquier anomalía infórmela al supervisor antes de empezar a trabajar.
Colocar los tacos y conos cerca de la máquina: Coloque en forma organizada y cerca de la máquina una caja plástica con los tacos ó conos vacíos.
Colocar a un lado de la máquina un carro con conos llenos: Ventile los conos, reparta en dos botes los conos si es necesario y colóquelos cerca de la máquina para cuando halla que cambiar vacíos por llenos.
Recoger la producción en carros de chuzos o en cajas de cartón: Recoja la producción en un carro de chuzos, cuando estén llenos colóquele un tiquete que especifique: título, mezcla, turno, máquina y visto bueno del supervisor. Esta producción llévela al depósito del doblado.
Corregir revientes: Busque la hebra reventada en el taco, levántelo y haga girar hasta encontrar el doblaje, luego coja las dos hebras del taco y las dos que vienen de los automáticos, haga el nudo bien pequeño, después con dos dedos levante y temple los hilos que vienen de los automáticos al taco, con la otra mano, active la palanca de arranque.
Corregir reviente en el creel: busque la hebra, pásela por el guía-hilo y galgas; luego accione la palanca para bajar el soporte de los conos, obtenga las puntas de las hebras del taco, júntelas con las puntas de las hebras que vienen del creel, haga el empate temple y accione la palanca de arranque para poner el huso a trabajar.
Sacar enredo del cono: Inclínese y retire el enredo del cono con la mano, luego busque la hebra y pásela por su respectivo guía-hilo, siga el mismo procedimiento con la otra hebra, luego busque las dos hebras del taco, júntelas con las dos hebras del cono, empátelas y ponga a trabajar el huso.
Sacar enredo del taco: Pare el huso, retire el taco del huso, saque varias capas de hilo al taco hasta encontrar las dos hebras, luego coloque de nuevo el taco en el huso, proceda a empatar las dos hebras del creel con las del taco y active el huso.
Cambiar conos vacíos por llenos en el porta conos:
Máquina Schlafhorst: Con un pie presione la palanca de desatranque del porta-conos, súbalo hasta que atranque, coja un cono lleno, cambie el vacío por el lleno, pase cada hebra empezando por su respectivo guía-hilo, galgas, sistema tensor, luego baje el porta conos a la posición inicial hasta que atranque, luego continúe con las dos hebras por los automáticos, cuchillas y por último el guía-hilo metálico.
Cambiar tacos y conos:
Máquina Schlafhorst: Accione la cuchilla, levante el taco que está en el huso, gírelo un cuarto de vuelta hacia fuera, con las dos manos sáquelo y ponga un taco nuevo.
Materian Entrante.
El material entrante de la dobladora, son los conos con hilo que provienen de las envolvedoras Autoconer.y de otras factorías; este último debe ser desempacado y colocado en carros de chuzos, para ser revisado en la luz negra con el fin de detectar cualquier anomalía. Estos conos deben cumplir los siguientes requisitos:
1. Tener buen diámetro.
2. Tener buena envoltura.
3. Buena tensión.
4. No estar empolvado o sucio.
5. No tener revoltura.
6. Tener bien la divisa.
Material Saliente.
El material saliente de la dobladora es un taco de hilo doblado, éste debe cumplir los siguientes requisitos.
1. Tener la divisa correspondiente.
2. No tener Telaraña en los extremos de la envoltura.
3. Tener desde su iniciación las dos hebras juntas hasta el final.
4. Buena tensión.
5. Buen diámetro.
6. No tener hilos abiertos.
7. No tener crespos o entorches en el hilo
Subproducto.
El subproducto de la dobladora es estopa formada por los revientes y enredos.
Divisas.
Las divisas utilizadas en la dobladora son los diferentes colores, que tienen los tacos en los cuales se envuelve el hilo, ya que se usan colores diferentes para diferenciar los títulos.
Problemas y Soluciones.
Problema: materia prima en mal estado.
Solución: no la trabaje avísele al encargado.
Problema: husos con automáticos malos, dando producción con un solo cabo.
Solución: no los trabaje e infórmele al mecánico.
Problema: deficiencias en la limpieza de la máquina.
Solución: paré la maquina para evitar que se adhieran motas de algodón y producir mala calidad. Ventílela.
Problema: perchas con grasa.
Solución: no las trabaje.
Problema: rodamientos malos.
Solución: no los trabaje informar al encargado de dicho problema.
Problema: guía hilos malos.
Solución: avísele al encargado.
Problema: hilos con variación de títulos.
Solución: verifique las divisas en los conos de acuerdo a los títulos.
Problema: lozas picadas, dañando el hilo y produciendo hilos peludos.
Solución: inactive el huso e infórmelo al encargado.
Chequeos.
Los chequeos que se realizan en dodladoras es verificar que el hilo cumpla los siguientes requisitos: Buena envoltura, Buen diámetro, Buena tensión, Que este limpio, Que sea el mismo titulo.
Definicion de Terminos.
Crespo: Hilos destemplados o cojos
Guía Hilo: Sirve para que el hilo se desplace libremente.
Mota: Abultamiento de algodón sobre el hilo.
Percha: Sirve para envolver el hilo en el taco, darle forma a la envoltura del taco.
Taco: Trozo de madera en el que se envuelve el hilo.
Taco: Producto final de la dobladora.
Tensor: Por el pasan las hebras, tiene su respectiva perilla de graduación.
Título: Diferentes nombres y números con que se clasifican los hilos según su diámetro.
NORMAS DE SEGURIDAD
Equipos de Proteccion Personal.
1. Narigueras: De uso indispensable en este oficio debido a la contaminación ambiental (Úsela para evitar enfermedades)
2. Protección Auditiva: El ruido constante en el salón hace necesario el uso de estos protectores.
3. Estuche para tijeras y cuchilla: Manténgalo en un lugar seguro. Guarde esta herramienta en el estuche para evitar lesionarse.
4. Gafas Protectoras: Si el operario tiene problemas de irritación visual o de otro tipo, es indispensable el uso de éstas.
Normas Especificas De el Oficio.
1. No retire restos de hilo del taco con la mano, hágalo con la cuchilla.
2. Ordene su puesto de trabajo.
3. Si encuentra alguna falla en la máquina avise oportunamente.
4. No trabaje husos que estén en mal estado.
5. Verifique que el título de hilo que se esta trabajando sea de la misma divisa igualmente el taco o cono en que se esta trabajando.
6. En este proceso haga un nudo sencillo y pequeño, utilice las tijeras para cortar los restos de hilo que quedan del nudo, se utiliza cuando se trabajan hilos gruesos.
7. El operario permanentemente al patrullar la máquina, si observa que en un huso cualquiera revienta una hebra y no para, debe de inmediato inactivar el huso e informar al mecánico para su reparación.
8. Al parar las máquinas dobladoras por algún motivo haga lo siguiente pare huso por huso de los automáticos y apague del suiche rojo para prenderla hágalo del suiche verde comience a activar de la palanca y tensionar los hilos para así evitar los hilos cojos crespos entorches etc.
9. Cuando el daño del equipo soplador no exceda más de una hora las máquinas se dejan trabajando, si el daño se excede más de la hora inactívelas.
- Cuando por cualquier circunstancia las máquinas se inactiven por más de 24 horas; en el momento de volverlas a activar proceda de la siguiente manera:
a) Haga una buena limpieza con aire y luego barra a su alrededor.
b) Active el equipo soplador viajero y déjelo que haga 2 recorridos en toda la maquinaria.
c) Realice de nuevo el ensarte huso por huso y cerciórese que no hayan motas adheridas en el hilo doblado como en el sencillo
d) Active los husos uno por uno.
Normas Generales de Comportamiento.
1. Todo accidente por leve que sea, infórmelo inmediatamente al supervisor.
2. Use los implementos adecuados.
3. Use los equipos de protección indicados para su oficio.
4. Evite distraerse mientras este trabajando.
5. No sostenga estopa en la mano, guárdela en el delantal.
6. Evite los juegos o charlas en el trabajo.
7. El mecánico es quien repara su máquina.
8. No cambie casquillos de los porta-conos sin autorización.
Flujo Dobladora 12.RETORCEDORA.
12.RETORCEDORA. Objetivo.
Objetivo.
El objetivo de la retorcedora es Transformar tacos de hilos doblados en hilos retorcidos envueltos en Bobina.
Partes de la maquina.
Pesas: piezas metálicas encargadas de pisar el hilo sobre el front rool para darle tensión al hilo.
Funciones del Operario.
Patrullar al iniciar el turno: Observe el contrato, verifique que los insumos que va a utilizar estén en perfecto estado, observe que la divisa de los títulos que va a trabajar sea la misma, para evitar revolturas.
Hacer saca: Levante las chapetas de ambos lados, ubíquese frente al huso, monte al carro sacador una caja con bobinas, dos o tres cajas vacías, coja con la mano derecha cuatro ó cinco bobinas vacías de la cuna, con la mano izquierda saque una bobina llena del huso, con la derecha reemplácela por una vacía; repita esta operación hasta terminar la saca.
Emparejar la máquina: Corte los enredos que se hacen en algunos husos. Con la mano izquierda sostenga el enredo que se forma del guía-hilo de la losa al rodillo y con la derecha córtelo, páselo por debajo del rodillo, recíbalo con una mano, pase la hebra por el guía-hilo de la chapeta, reviente el enredo, tome la punta de la hebra y déle una vuelta al dedo índice, con la ayuda del dedo pulgar introduzca el hilo al viajero, déle una o dos vueltas a la bobina y suéltelo. Haga este procedimiento con los demás husos.
Llevar el hilo a la zona de almacenamiento: Cuando termine de emparejar la máquina lleve el hilo a la zona de almacenaje, estas cajas con hilo deben
de llevar un tiquete donde especifique el # de la máquina, el turno y la fecha.
Hacer empates: Con la rodilla frene el huso, colóquelo en el soporte, con ambas manos busque la hebra de la bobina y hálela, pásela por el guía-hilo de la chapeta y haga el empate cerca al huso, luego con el dedo índice y el pulgar introduzca el hilo al viajero, primero suelte el freno y después baje el rodillo a la posición inicial.
Creelear: Coja el carro con tacos, patrulle por las máquinas, cambie tacos vacíos por llenos.
Corregir revientes: Cuando se presentan revientes en el taco por telaraña, un sólo cabo, hilo picado, se hace lo siguiente:
Con ambas manos retire el taco de la varilla, proceda a sacarle capas de hilo hasta encontrar los dos hilos, luego colóquelo de nuevo en la varilla, busque las hebras del taco, pásela por el guía-hilos de la losa, llévela al rodillo, regrésela al guía-hilo de la losa, pásela por el rodillo de nuevo, con una mano reciba la punta, levante el rodillo, colóquelo en el soporte, con la rodilla frene el huso, con ambas manos busque la hebra en la bobina con hilo y hálela, pásela por el guía-hilo de la chapeta y empate, luego con el dedo índice y el pulgar introduzca el hilo al viajero suelte el freno y luego baje el rodillo.
Material Entrante.
El material entrante de la retorcedora, son los tacos que provienen de las máquinas dobladoras.
Estos tacos deben cumplir los siguientes requisitos:
1. Comienzo y final bueno.
2. Buena tensión.
3. Que empiece con dos hebras y termine con las dos.
4. Que la divisa corresponda.
5. Que no presente revoltura (de títulos y mezclas).
6. Que no tenga telaraña.
7. Que no esté picado, ni quemado.
Combojet: es el equipo encargado de la limpieza de la maquina, se mueve sobre un riel a lo largo de toda la maquina soplando, para desprender las impurezas del hilo.
Freno: cada huso tiene freno para poder corregir los revientes, y hacer los empates del hilo.
Front rool: eje principal de la retocadora, encargado de arrastrar o alimentar el hilo.
Guía hilos: son piezas de cerámica encargadas de guiar el hilo.
Viajero: anillo metálico que se encarga de retorcer el hilo, por medio de movimiento giratorio.
Porta bobinas: es la parte donde se colocan las bobinas, tiene movimiento giratorio para permitir la envoltura y retorcido del hilo.
Material Saliente.
El material saliente de la retocadora, es la bobina llena o con hilo retorcido, este hilo debe cumplir los siguientes requisitos.
1. Buen diámetro.
2. Buena envoltura.
3. Buena tensión.
4. La misma divisa.
5. Comienzo y final bueno.
6. Que no esté picado o quemado.
7. Que no tenga más de dos hebras retorcidas.
8. Que tengan las torsiones requeridas.
Este hilo se envuelve en bobinas de madera, la cual pesa 42g y mide 240mm. Estas bobinas luego pasan a la envolvedora, para unirlas y formar conos de hilo retorcido.
Subproducto.
El subproducto que genera la retorcedora es estopa, esta se genera por los revientes y enredos del hilo.
Divisas.
Las divisas se identifican de acuerdo al color o colores que traigan los tacos y las bobinas según gama de colores.
Problemas y Soluciones.
Problema: Materia prima con problemas de revoltura, tramos con una sola hebra.
Solución: Retire el taco e informe al supervisor.
Problema: Equipos y herramientas en mal estado.
Solución: Coméntele al supervisor o al encargado, de dicho problema.
Problema: Entrega de turno y puesto de trabajo en pésimo estado.
Solución: Hable con el compañero que entrega y hágale saber el tiempo que se pierde para organizar el puesto de trabajo.
Problema: Reatas descarriladas dando menos torsiones.
Solución: No trabaje esos husos.
Chequeos.
El chequeo que se le hace al hilo retorcido es el de torsiones por pulgada cuadrada, el cual se hace tomando una muestra de hilo retorcido y darle vueltas en sentido contrario al de la torsión del hilo, hasta que se separen los dos hilos, y así saber cuantas torsiones tiene el hilo.
Definicion de Terminos.
Base anillo: Sirve para sostener el anillo
Carretas de losa - Guía hilo: Es la que recibe la hebra del taco y la pasa al rodillo metálico superior.
Chapetas - Pasa hebra: Guía o controla el hilo.
Pedal o palanca: Se utiliza para bajar la máquina.
Separadores: Separa la bomba que se forma entre el viajero y el guía-hilo.
Taco: Es la materia prima para las máquinas retorcedoras.
Viajero: Sirve para controlar la tensión en la hebra y torsiones del hilo.
NORMAS DE SEGURIDAD
Equipos de Proteccion Personal.
1. Nariguera: De uso indispensable en estas máquinas, debido a la contaminación ambiental.
Úsela para evitar enfermedades.
2. Protección auditiva: Es obligatorio el uso de éstos para evitar el ruido.
3. Estuche para cuchilla: Cuando utilice la cuchilla guárdela siempre en el estuche para evitar accidentes.
4. Gafas protectoras: Si el operario tiene problemas de irritación visual o cualquier otro problema, es indispensable el uso de éstas.
Normas Especificas de el Oficio.
1. Cerciórese de que las bobinas que va a colocar estén en buenas condiciones.
2. En el momento de estar sacando, empuje el carro con la pierna izquierda.
3. Si encuentra alguna falla en la máquina avise inmediatamente al mecánico.
4. Tenga siempre en cuenta los pasos a seguir para hacer una saca.
- Cuando se vaya a terminar un hilo por tiempo indefinido llenar las máquinas al máximo hasta agotar lo existente.
Para iniciar de nuevo ventile totalmente las máquinas, responsable operario de limpieza, deben de ser revisadas por el mecánico para su funcionamiento.
5. No coloque las bobinas mientras el huso esté en movimiento.
6. Apague la máquina siempre que el carro esté bajando, para no dañar la producción.
7. Para hacer una saca el operario se debe basar por las bobinas más llenas.
8. El operario debe hacer buena entrega de turno, suministrando correcta información.
9. Coloque el producto final en la zona indicada y colóquele al hilo un etiquete que especifique máquina, título, turno, fecha y V.B. del supervisor.
10. Mantenga el puesto de trabajo organizado y ase
11. No trabaje los husos inactivos señalados.
Normas De Comportamiento.
1. Todo accidente que ocurra infórmelo inmediatamente al supervisor.
2. Evite los juegos y charlas en el trabajo.
3. Use los equipos de protección indicados para su oficio.
4. Entregue bien su puesto de trabajo, así evitará que el compañero que recibe pierda tiempo mientras lo organiza.
5. Cargue siempre los documentos de identidad.
6. No arroje desperdicio al piso, échelo al bote, conserve organizado su puesto de trabajo.
7. El operario no debe cambiar viajeros sin autorización.
Flujo De la Retorcedora 13. DEVANADORA, ENCONADORA O ENVOLVEDORA.
13. DEVANADORA, ENCONADORA O ENVOLVEDORA.
Objetivo.
Recibir paquetes pequeños de hilo (bobinas) provenientes de Hilados, para unirlos y formar paquetes de hilo con mayor diámetro (cono) mejorando la calidad del hilo.
Partes Principales.
1-Acelerador de desenrollamiento
2-Tijeras para extremos de hilo
3-purgador previo
4-Tensor del hilo
5-Empalmador
6-Purgador electrónico
7-Dispositivo de corte y de sujeción
8-Parafinador
9-Tobera coletor de hilo
10-Tambor guia hilos
Partes de la maquina.
Envolvedoras Schlafhorst (Autoconer)
Batería: Es la encargada de recibir las bobinas con hilo para alimentar el huso, tiene capacidad para cinco bobinas de reserva y una bobina que esta trabajando.
Cambiador: Carro que se encarga de hacer las sacas automáticamente, cuando cumplen con el tamaño o peso requerido.
Empalmador: Mecanismo que se encarga de empalmar los hilos en caso de reviente, cada huso cuenta con un empalmador automático.
Huso: Conjunto de partes que se encarga de devanar cierto número de bobinas dando como resultado un cono lleno con hilo de mejor calidad.
Lanzadera: Canoa que guía la bobina llena hacia el mandril de husada.
Mordaza: Tapa metálica con su respectivo orificio que comunica con la tobera.
Purgador: Conocido como galga, trabaja electrónicamente es el encargado de retirar los trozos de hilos defectuosos cortando la hebra y evitando que lleguen al cono.
Revisar empalmes:
Al iniciar turno y a mitad del mismo, luego de desbasurar los depósitos de succión; Revise empalmes de su contrato huso a huso.
-Active la Maquina, Siga la secuencia de encendido de los husos e instantes Antes de que se efectúe el empalme, Detenga el huso.
-Gire el cono para que pueda Observar la apariencia del Empalme.
-Si en el empalme encuentra colas, Cabos abiertos, demasiado gruesos etc. deje el huso inactivo. En caso contrario continué con la misma operación en los demás husos.
Desbasurar depósitos de succión: En la parte posterior de la cabeza de la máquina sitúese al frente de la compuerta, ábrala y saque la estopa, sepárela del algodón, deposítela en los respectivos recipientes, La desbasurada de la cámara de succión se debe hacer cada dos horas.
Material Entrante.
Para envolvedoras el material entrante son las bobinas con hilo procedente de hilados, este material debe cumplir los siguientes requisitos:
- Buena envoltura:
Debe ser óptima de modo que al devanarse no presente problemas como revientes constantes, falta de tensión del hilo en la bobina.
- Buena resistencia:
Es importante ya que facilita el desplazamiento continuo del hilo por la galga para hacer mejor el proceso.
- Hilo limpio:
Debe estar libre de impurezas para garantizar buena calidad en el proceso siguiente.
Si el hilo presenta polvo, grasa, aceite, sepárelo, no lo ponga a trabajar.
- Asegúrese que el hilo en proceso corresponda al título y divisa especificados, para evitar revolturas.
Este material viene envuelto en bobinas de madera, la cual mide 240mm, de largo y pesa 42g.
Rastrillo: Encargado de comunicar al carro anudador o empalmador si es preciso un cambio de bobina.
Tensor: Piezas que guían el hilo desde el rastrillo hasta el cono
Tobera: Tubo que aspira el cabo de hilo inferior luego de una rotura de hilo.
Material Saliente.
El material saliente de la envolvedora son conos de hilo con un titulo y longitud determinados, dependiendo del titulo el mecánico programa la maquina para que haga la saca automáticamente, el hilo se puede envolver en cono plástico o de cartón; éstos deben cumplir los siguientes requisitos:
1. Si requiere tiquete, debe estar bien pegado.
2. Debe tener la respectiva divisa.
3. Reserva bien colocada (60 a 70 cm).
4. Diámetro requerido de acuerdo a su utilización.
5. Que no presente trabas o telarañas en ambas caras.
Para un titulo Ne 25 el cono de hilo pesa 1900g y el cono de cartón pesa 39g.
Estos conos se empacan en estibas, estas estibas se forman empacando 16 conos por nivel separados por un cartón, y con una capacidad hasta de 9 niveles, también se pueden colocar en carros de chuzos, dependiendo del uso que se les valla a dar.
Subproducto.
El subproducto generado por la envolvedora es estopa y algodón, el cual es generado por los revientes y tramos gruesos y delgados.
Divisas.
Las divisas que se utilizan en la envolvedora son los diferentes colores que traen los conos en la parte mas angosta, estas divisas se usan para diferenciar los diferentes títulos y mezclas, también si se trata de urdimbre o trama.
Funciones del Operario
Patrullar al iniciar turno
Observe el contrato y asegúrese de que el hilo que se está trabajando tenga la misma divisa, para evitar revolturas; si encuentra husos inactivos por mecánica o controles infórmelo al supervisor.
Asegúrese de que haya hilo y conos para trabajar mientras le surten.
Surtir la máquina con conos
Observe que el porta-conos no tenga residuos de hilo o algodón que se adhiera al cono, si los hay retírelos.
Con una mano agarre una barra de conos mientras que con la otra saque de a uno y colóquelos en cada porta-cono. Los conos deben llevar la misma posición y divisa de acuerdo al título del hilo.
Desbasurar depósitos de succión
Diríjase a la cabeza de la máquina, apague el motor de succión, sitúese al frente de la compuerta, ábrala y saque la estopa, sepárela del algodón, deposítela en los respectivos recipientes, cierre la compuerta y prenda el motor, la desbasurada de la cámara de succión se debe hacer cada dos horas de acuerdo al tipo de hilo que se trabaje.
Alimentar batería
Monte al carro surtidor una caja con hilo; con una mano coja dos o tres bobinas con hilo de la cuna, con la otra mano tome la hebra de una de ellas y llévela a la boquilla de succión; con el dedo medio de la misma mano empuje la mordaza hacia abajo, deje que succione la reserva totalmente, luego con la otra mano colóquela en el primer puesto de la batería; repita la misma operación con las demás bobinas.
NOTA: Cada batería debe tener mínimo 2 a 3 bobinas, lo importante es tener todos los husos trabajando.
Cambiar conos
Con la mano derecha empuje la palanca del porta conos hacia afuera y con la otra coloque el cono vacío en los casquillos, bájelo hasta la percha coloque la hebra en la guía de la reserva y active el huso.
Problemas y Soluciones.
Problema: materia prima con problemas de tramo gruesos, hilos dobles.
Solución: no lo trabaje, infórmelo inmediatamente al supervisor.
Problema: bobinas con problemas de deterioro evitando el devanado del hilo.
cunas dañadas.
carros surtidores pegados y falta de mantenimiento.
Solución: infórmelo al mecánico o supervisor.
Problema: hilo con diferentes torsiones
Solución: no lo trabaje, sepárelo e informe al supervisor.
Problema: husos dando mala calidad (envoltura floja, con telaraña, escala, mala resistencia).
Solución: no los trabaje, inactívelos e informe al supervisor.
Problemas: máquina o husos descalibrados.
Solución: no trate de arreglarlos; informe al mecánico o a controles.
Definicion de Terminos.
Asignamiento: cantidad de husos a trabajar por cada operario.
Batería: es la encargada de recibir las bobinas con hilo para alimentar el huso.
Cambiador: carro que se encarga de hacer las sacas automáticamente.
Desbasurar: proceder a retirar la estopa y polvo del algodón del depósito de succión.
Divisa: código de colores para identificar y canalizar la producción.
Diámetro: medida exigida en centímetros o en pulgadas para diferentes títulos de hilo.
Empalmador: mecanismo que se encarga de empalmar los hilos en caso de reviente.
Empalme: sistema para unir cabos rotos que consiste en abrir las fibras por medio del aire, entrelazarlas y torcerlas de nuevo.
Huso: conjunto de partes que se encarga de devanar cierto número de bobinas dando como resultado un cono lleno con hilo de mejor calidad
Mordaza: tapa metálica con su respectivo orificio que comunica con la tobera de succión.
Mota: abultamiento de algodón sobre el hilo.
Purgador: conocido como galga, trabaja electrónicamente es el encargado de retirar los trozos de hilos defectuosos cortando la hebra y evitando que lleguen al cono
Tensor: piezas que guían el hilo desde el rastrillo hasta el cono.
Título: diferentes nombres y números con que se clasifican los hilos según su diámetro. Equivalente a la cantidad de madejas de 840 yardas por libra de 453.6 gramos.
Tobera: tubo que aspira el cabo de hilo inferior luego de una rotura de hilo.
NORMAS DE SEGURIDAD
Equipo de Proteccion Personal.
1. Narigueras deshechables:
Son de uso indispensable en el salón de Envolvedoras, debido a la limpieza constante de las máquinas, hace que el ambiente permanezca contaminado con residuos de polvo, algodón, etc.
Úsela para evitar enfermedades tales como la Bisinosis.
2. Protección auditiva:
El ruido constante en el salón hace necesario el uso de estos protectores.
3. Estuche para tijeras:
Debido al constante movimiento del operario envolvedor, se puede lesionar, es indispensable el uso del estuche.
4. Gafas protectoras:
Si el operario tiene problemas de irritación visual o cualquier otro problema relacionado con los ojos es indispensable uso de éstas.
Normas Especificas Del Oficio.
1. Cuando coloque un cono vacío cerciórese que esté en buenas condiciones.
2. Al surtir baterías con hilo, camine empujando el carro, no lo hale.
3. Señor operario: cuando necesite apagar las máquinas 138 por X o Y motivo apague los carros empalmadores de la varilla de accionamiento, sino lo hace los carros empalmadores harán un empalme de baja resistencia.
4. Ordene adecuadamente su puesto de trabajo.
5. No cambie un cono lleno hasta que el huso haya parado totalmente.
6. Si encuentra alguna falla mecánica, eléctrica o de controles, avise al encargado o al supervisor.
Normas Generales de Comportamiento.
1. Todo accidente por leve que sea, infórmelo inmediatamente al supervisor.
2. Use los implementos adecuados.
3. El mecánico es quien repara su máquina.
4. Mantenga el aseo y el orden como requisitos mínimos en beneficio de su seguridad y de sus compañeros.
5. Use los equipos de protección indicados para su oficio.
6. Evite los juegos o charlas en el puesto de trabajo.
7. Lleve o cargue siempre los documentos de identidad tales como cédula y tarjeta del ISS.
8. Concéntrese en su trabajo y evitará lesionarse.
Flujo de la envolvedora 14. URDIDORA
14. URDIDORA
El urdido es otro de los procesos importantes en la preparación de hilos que han de formar la tela.
Esta función se cumple en la maquina denominada urdidora que tiene por objeto reunir detreminada cantidad de hilos en un solo paquete, los cuales se fusionaron en el proceso siguiente para formar el numero total de hilos requeridos en el tejido.
OBJETIVOS: juntar en un cilindro 100 200 300 o mas hilos.
PRODUCTO QUE ENTREGA: un cilindro o enjulios con un metraje ya predeterminado
 15. ENGOMADORA
15. ENGOMADORA
En el engomado de hilos de urdimbre, no es menos importante que cualquiera de los procesos anteriores, por que de el depende la obtención de un buen tejido.
La operación del engomado consiste en aplicar una película de goma para darles mayor resistencia, seguridad, elasticidad, compactación, y uniformidad en la fibra. La formación de la película debe ser continua y unirme para sostener las fibras adheridas.
El producto más usado en el engomado es el almidón con la adición de lubricantes y otros aditivos como el agua, resinas, grasas, sales, ceras, etc.
 16. LIZOS.
16. LIZOS.
Se efectúa pasando los extremos de los hilos de un cilindro de urdimbre atreves de laminillas y de lizos distribuidos a lo largo de un marco llamado arnés, y un peine. La operación anterior se puede efectuar cuando el cilindro no se puede empatar con otro que este para terminar en el telar por no tener las mismas características debido a cambio de telas o de arneses. Los hilos de una urdimbre se pasan por las laminillas, lizos, y peine, según distribución previamente establecida. Flujo de Lizos
Flujo de Lizos 17. TEJIDO PLANO
17. TEJIDO PLANO
Entrega una tela con unas especificaciones de calidad como ancho de la tela y numero de pasadas por pulgada cuadrada, numero de hilos, referencia de la tela, tipo de peine, tipo de cilindro, titulo de la urdimbre, titulo de la trama.
Enlazar convenientemente y de acuerdo a una orden los hilos de urdimbre, con las pasadas de trama, para producir tejidos.
Su entrega final es un rollo de tela
1.Telar convencional
Son todos aquellos que hacen la inserción de trama por medio de lanzadera y siempre en dos direcciones, de izquierda a derecha y de derecha a izquierda .  2.Telar No convencional
2.Telar No convencional
Son todos aquellos que hacen la inserción de trama por medio de un método diferente de la lanzadera y siempre en una sola dirección. 18. TEJIDO DE PUNTO
18. TEJIDO DE PUNTO
Su función es hacer tela por medio de agujas para formar mallas, bucles o puntos entrelazados
Se alimenta de Conos de hilo. Para entregar tela.Tiene las especificaciones que le da el área de diseños
1. Telares circulares
El sistema principal de dicho telar, es un cilindro que contiene los dos elementos fundamentales para su funcionamiento: Zinker y Agujas 2. Telares rectilíneos
2. Telares rectilíneos
Elaboran el tejido de punto por Urdimbre y cuyo principio es enrollar varios hilos paralelamente  19.CHAMUSCADO
19.CHAMUSCADO
En este caso la tela es expuesta a una flama de tal manera que se chamusque eliminando las fibras y alisando la superficie, aunque con este tipo de tratamiento la tela queda siempre rasposa y se utiliza normalmente en las telas que no están hechas por fibras termoplásticas.  Flujo De la chamuscadora
Flujo De la chamuscadora 20.DESENGOMADO.
20.DESENGOMADO.
En esta operación, previa al teñido, se remueve el agente encolante empleado para los tejidos planos. El desengomado puede ser ácido o enzimático. Para ello pueden utilizarse enzimas ácidas, detergentes alcalinos y jabones disueltos en agua, para posteriormente enjuagar la tela.Los efluentes de desengomado enzimático del algodón presentan un aporte contaminante de 1000 a 6000 mg/l con una composición de solidos totales de 5000 a 20000 mg/l y un PH aproximadamente neutro. Por cada tonelada de producto se emplean de 5000 a 20000 litros de agua. (Agente encolante al 10%.)
Es la eliminación de los productos utilizados para el engomado de fibras.
Los hilos provenientes de hilados se sostienen a la acción de gomas (almidón) y suavizadores (cebos) para darle consistencia y suavidad para el trabajo de telares.
El desengomado se hace porque la tela que contiene las sustancias anteriores no es hidrófila, es decir, no absorbe agua y dado colorantes se disuelven en agua para aplicarlos después resultaría la tela mal teñida.
21. DESCRUDE
Remueve impurezas naturales adheridas a las fibras y a la tela para acondicionarla para las posteriores etapas de blanqueo o tintura, en este proceso se emplean soluciones alcalinas y detergentes en caliente, obteniéndose descargas alcalinas (PH de 11 a 14), por cada tonelada de producto se emplean de 5000 a 20000 litros de agua con un aporte contaminante (DBO) de 500 a 800 mg/l. En muchos casos, puede practicarse el descrude y blanqueo en forma conjunta.
Tiene por objeto la eliminación por saponificación o emulsion de las ceras o materias grasas del algodón, de las materias pectinicas, de los colores naturales del algodón, de cascaras y pelusas de la semilla.
El descrude puede ser llevado a cabo bajo presión en ollas, o sin presión generalmente a la continua; ambos casos se utiliza una solución alcalina en presencia de un detergente-humectante al medio de la solución.
Tela descrudada 22. BLANQUEO.
22. BLANQUEO.
Remueve la materia coloreada. Se utiliza sobre algodón y algunas fibras sintéticas después o en forma simultánea con el descrude y antes del teñido o estampado. El material textil se trata con una solución diluida de los agentes blanqueadores (agua oxigenada o hipoclorito de sodio) y tensoactivos. Después del blanqueo, la tela se enjuaga en agua y luego se trata con sustancias reductoras que eliminan el exceso del agente oxidante. Los efluentes generados por blanqueo de algodón son alcalinas (PH de 8 a 12) con un aporte contaminante de 100 a 1700 mg/l. Por cada tonelada de producto se emplean de 2500 a 12500 litros de agua.
Es el proceso por el cual se busca la perdida total del color natural de el algodón.
La finalidad principar del blanqueo es la obtención del color blanco en los generos, que deben ser mas o menos blancos, según el proceso posterior de teñido o de coloración blanca.
El tratamiento debe ser energico, según el tipo de algodón que se trate, asi el algodón nuestro tiene con un solo blanqueo, no asi el algodón egipcio que necesita dos para un buen blanqueo. 23.SANFORIZADO
23.SANFORIZADO
El proceso de sanforizado hace que la tela encoja de manera controlada. Se efectua pasando la tela frente a un atomizador de agua, posteriormente, la tela es introducida entre una banda de caucho y un tambor caliente, los cuales comprimen los hilos de pie. Mediante el sanforizado se puede reducir al maximo la contraccion de la prenda acabada.
Al igual que todas las fibras naturales (lana, seda, lino), SI encoge si se lava con agua caliente o utiliza la secadora, y NO si se lava con agua fría y se deja secar al aire. Las telas de algodón 100% llevan un tratamiento llamado sanforizado para que no encojan. Si no fuera así, encogerían incluso al lavarlas con agua fría. Sin embargo, ni el mejor sanforizado de las telas más caras del mundo evita que encoja cuando se lava con agua caliente o utiliza la secadora.la prenda
Los fieltros Dollfus & Muller son utilizados en la unidad Palmer del tren de encogimiento por compresión o máquina sanforizadora. La máquina sanforizadora realiza a la tela de tejido plano lo que un compactador hace a la tela de tejido de punto: Pre-encogimiento y estabilización. La diferencia se encuentra en el hecho que el encogimiento no es dado por el fieltro, sino por una gruesa banda de caucho utilizando vapor y presión mecánica en la primera unidad de la máquina. Máquinas sanforizadoras son utilizadas en camisería, telas de bajo peso y plantas acabadora de mezclilla (Denim).  24. MERCERIZADO.
24. MERCERIZADO.
El mercerizado es una operación física y química, que se lleva acabo pasando una pieza de algodón o un hilo atravez de soda caustica o potásica bajo tensión.
La finalidad primordial de la mercerización es la obtención del brillo en la fibra, mayor afinidad por los colorantes y aumento de resistencia de la fibra.
El mercerizado se hace sobre telas e hilos que, aunque en maquinas distintas, se hace bajo las mismas condiciones. 25. TEÑIDO.
25. TEÑIDO.


Es la etapa más compleja dentro de las operaciones de procesamiento; involucra una gran variedad de colorantes y agentes auxiliares de teñido. La calidad de la tintura depende del equipamiento empleado, la fórmula específica, los tintes y auxiliares de tintes que proveen el medio químico para su difusión y fijación sobre la fibra. La tintura puede realizarse en procesos discontinuos o de agotamiento y en procesos continuos o de impregnación. En esta etapa la dificultad encontrada es que los auxiliares usados en este proceso matizan los colores.Los procesos discontinuos de agotamiento se caracterizan porque el material textil está un tiempo más menos largo en contacto con el baño de teñido, dando tiempo a que el colorante se fije en la fibra. El proceso se realiza de diferentes maneras: a) Con el material en movimiento y el baño en reposo, para lo cual las máquinas más comunes son: La barca de torniquete: se usa básicamente para el teñido de tejidos de punto o jersey, felpas, alfombras y tejidos planos. La relación de baño, volumen de baño por kilo de material que se procesa, varía entre 1:30 a 1:15. Las relaciones de baño altas elevan el costo del teñido ya que para obtener la misma calidad de producto se requiere un mayor consumo de energía, colorante y productos auxiliares. El jigger: en esta máquina se trabaja solamente tejidos planos, como popelinas, driles, cretonas y felpas. Hay mayor velocidad de circulación de la materia textil en forma de cuerda. La relación del baño promedio es de 1:15, con el consiguiente ahorro de productos auxiliares, agua y energía. b) Con el material en reposo y el baño en movimiento Este proceso se utiliza para el teñido de hilados, ya sea en forma de madeja, conos, bobinas, tejidos de punto sintético y tejido plano. Se utilizan autoclaves verticales u horizontales. c) Con el material y el baño en movimiento Con este método se ha conseguido el aumento de la producción de teñido, mejorando notablemente la uniformidad y el aspecto final de las telas. Las máquinas jet y overflow trabajan a altas temperaturas donde el movimiento del material no depende de un torniquete, sino de la inyección del baño por medio de una bomba que lo toma de la parte inferior de la máquina, para hacerlo pasar por una tobera Venturi, lo que permite teñir a velocidades de circulación muy elevadas. La relación del baño promedio es de 1:10 y se emplea tanto para tejidos planos como de punto. Lo+B18s procesos continuos o de impregnación se usan principalmente para la tintura de tejido plano, aunque, para determinados colores, también se aplica a tejidos tubulares (de punto). La tela pasa en forma continua por un foulard que contiene una solución concentrada de colorantes y auxiliares. Luego se exprime y se fija el colorante ya sea por reposo en una cámara, o por medio de vapor en una vaporizadora o por calor seco a alta temperatura en una instalación thermosol. Los tipos de fijación varían de acuerdo al colorante utilizado. El tipo de colorante empleado en la tintura determina los auxiliares utilizados: sales de sodio, cloruros, sulfatos y carbonatos como agentes sinergistas. Si bien en la actualidad se tiene la tendencia de suprimirlos, en tratamientos posteriores se emplean sales de cobre y cromo para la fijación de algunos colorantes, lo que mejora la solidez. Los colorantes directos sustantivos son sustancias neutras que tienen gran afinidad con el algodón y la celulosa en general. Debido a su alta solubilidad es necesario utilizar sales (cloruros o sulfatos) para obtener un agotamiento óptimo. El efluente procedente de estas tinturas no es muy contaminante, pero presenta un alto grado de coloración. Los colorantes tina son insolubles en agua, por ello se utilizan agentes reductores fuertes, tales como el hidrosulfito en medio alcalino que los transforman en la correspondiente forma leuco y en esa forma sube sobre la tela. Luego se efectúa la oxidación sobre la tela, al aire, con perboratos o con H2O2. Posteriormente se debe eliminar el exceso de álcali con lavados en caliente. Cada uno de estos pasos está seguido de un enjuague en caliente. Generalmente estos colorantes provocan efluentes con altos valores de contaminantes. Los colorantes al sulfuro, como su nombre lo indica, contienen compuestos sulfurados en su estructura y se aplican en la fibra en estado reducido disueltos en sulfuro de sodio para luego oxidarse produciendo la coloración esperada. Las aguas de desecho contienen el baño de tintura y los enjuagues son alcalinos, altamente coloreados y tóxicos y constituyen uno de los efluentes más contaminados. Ha surgido una línea de colorantes llamados "sulfuros ecológicos" que utilizan otro tipo de reductores y requieren una menor cantidad de sulfuro de sodio para su disolución. Existe una tendencia mundial a no usar los colorantes al sulfuro. Colorantes en base naftol: azoicos insolubles. El tejido se impregna primeramente con un agente de desarrollo como el naftol; se exprime y eventualmente se seca en forma suave y luego se trata con una base diazotada o su correspondiente sal soluble para que se produzca el desarrollo (o copulación) del color, generándose en la fibra. Luego de la copulación se enjuaga jabonando enérgicamente y a ebullición. Los contaminantes principales se originan en las tinturas diazota- das, el beta-naftol y los enjugues. Colorantes reactivos: son los únicos colorantes que se unen a la fibra químicamente. Para ello inicialmente se disuelve el colorante y luego se agota con grandes cantidades de sal para lograr el desplazamiento del colorante hacia la fibra en el menor tiempo posible, evitando la hidrólisis del mismo en el agua que compite con la subida del colorante a la fibra. Inmediatamente se fija en medio alcalino (carbonato, hidróxido o silicato de sodio) entre 50 y 80 oC. Los enjuagues comprenden lavados jabonosos a ebullición y un aclarado final con agua.  26. ESTAMPACION.
26. ESTAMPACION.
Es un teñido local. Es la técnica de decorar un tejido, con determinado dibujo, utilizando solamente un espacio especifico en la tela. Emplea los mismos colorantes que se utilizan cuando se tiñe completamente, pero con la ventaja de que aquí se pueden emplear varios colores separados, para dar un efecto multi color al genero. Puede pensarse como una técnica de pintar un dibujo en una tela.

27. REVISION FINAL.
Cada metro de tela es inspeccionado visualmente usando el sistema de evaluacion de 4 puntos. La informacion es introducida atravez de un sistema de refuerzo para lograr una optimizacion en el corte. Enseguida la tela pasa por mesar de corte en donde la pieza es cortada en rollos de tela, deacuerdo tambien a las especificaciones de el cliente.

h ngmjetfyudxjn
ResponderEliminarvaya mierdaaa!!
ResponderEliminarEs como si no llevara nada, llevara nadaaaa
ResponderEliminarcomo una persona pierde el tiempo escribiendo esat miierdaa....
ResponderEliminarque ignorante eres
EliminarOjos que no ven, ostia k te pegas
ResponderEliminarNo me burlo de ti sino de lo que tus padres hicieron.
ResponderEliminar-quien rie ultimo...
ResponderEliminar-rie mejor?
-no, no lo entendio
Si no trabajas, estorba; lo importante es participar.
ResponderEliminarmuy muy bueno tu trabajo
ResponderEliminarsee cieerto
Eliminaren pocos pasos ¿como podrias explicarme que de una fibra de algodon se convierte en hilo?, las unen con micropuntos tal vez?, como lo explicarias muy resumido o tipo esquema. muchas gracias
ResponderEliminarhola me parecer bien tu explicación del proceso de hilado pero esta extenso , me gustaría que me explicaras las funciones principales y fundamentales dentro del proceso , mas resumidamente
ResponderEliminargracias
dios enverdad muchas gracias por este gran trabajo les agradezco su esfuerzo me ayudo mucho
ResponderEliminarGracias José, tu blog me está siendo muy útil para entender bien el proceso productivo en el textil. Ánimos
ResponderEliminarmuy bueno y sirve para quien entiede...
ResponderEliminara donde puedo conprar algodon vigen por tonelada
ResponderEliminargracias excelente
ResponderEliminarMuy buen trabajo!
ResponderEliminarMuy buen aporte! Me sirvió mucho para un trabajo que me dejaron en el diplomado. Muchísimas gracias! :)
ResponderEliminarfenomenal muy biennn solo una pregunta en que condiciones debe estar el algodón para los salones de tejeduría knit, tejeduría plana y acabados me refiero a condiciones de temperatura ambiente y etc muchas gracias y lo felicito por excelente trabajo casi que no lo termino de leer
ResponderEliminarSON DE ARGENTINA?? ESTOY BUSCANDO FLOK DE ALGODON PICADO PARA HACER ADESIVO PARA FIBRA DE VIDRIO ...DOND E TRABAJE MUCHOS AÑOS TRAI UNO DE ALEMANIA SE USA PARA MEZCLAR CON RESINA PARA PEGAR LOS PLANEADORES ... QUISIERA SABER SI UDS LO FABRICAN
ResponderEliminarQue maquinaria se utiliza para fabricar pabilo de algodon para trapeador a partir de las pacas de algodon? carlosjaquez2010@gmail.com
ResponderEliminartrabaje en tejidos la unión Ltda el 1985 y aprendí todo lo que me muestran allí, de planta pase a laboratorio de procesos seco, donde se analizaban la textura del hilo, los velos de los batanes y sus motas, la resistencia de los hilos, etc. me gusta esa forma de laborar, solo teníamos algodón pima, tanguis, cerro y en muchas oportunidades dependiendo de la calidad para lo que deseaban los clientes , se mezclaban con algodón sintético, en menor proporción, ya que las fibras de los algodones antes mencionados eras fibras largas y otras cortas que si necesitaban su mezcla.
ResponderEliminarOlá, pessoal aqui. Meu nome é Fumo Sadiku, morando na cidade de Malindi, no Quênia. Quero contar um pouco mais sobre um homem de bom coração chamado Benjamin Breil Lee, que trabalha com serviços de financiamento como oficial de empréstimos, o Sr. Benjamin Breil Lee me ajudou a obter um empréstimo de 37.115.225,00 xelins no meu tempo tentando tentar me levantar para aumentar meus negócios, sei que há alguns de vocês aqui que estão em dificuldades financeiras para conversar com o Sr. Benjamin sobre o aplicativo 1-989-394-3740 Ou também com seu E- pessoal. mail on lfdsloans@outlook.com Estou muito feliz com o que ele fez por mim e pelo contador do banco, também pelo contador Hernandez Lucas. Muito obrigado pelo seu trabalho bem-feito.
ResponderEliminarEXCELENTE TRABAJO MUY INTERESANTE PARA LOS QUE ESTAMOS EN ESTE MUNDO TEXTIL.
ResponderEliminar